 跳到内容
跳到内容 
Types of Machining Operations

Generally, there are two main types of machining operations: conventional and non-conventional. Each main category has other sub-type machining processes depending on the final product’s required specifications. Below are these machining operations in detail:
Conventional Machining Processes
These traditional manufacturing processes involve direct contact of the cutting tool with the workpiece to remove unwanted materials. The types of machining processes in this category include:
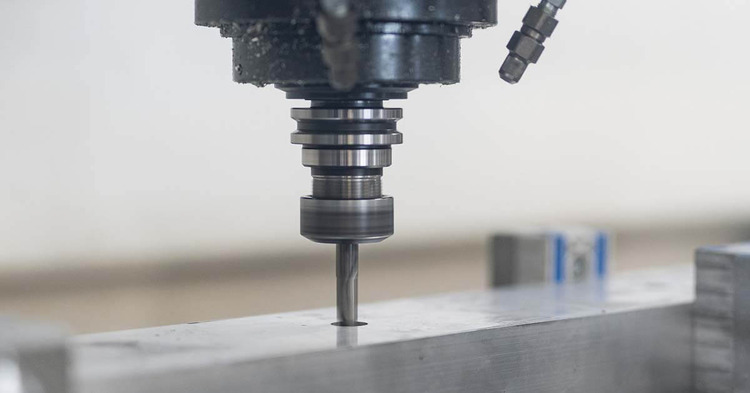
Milling
Milling machining is a flexible process that utilizes rotating multi-point cutting tools to remove excess material from a workpiece. You must attach the workpiece to a worktable that adjusts it to the direction of the rotary milling cutter.
The CNC milling machines usually feed the workpiece to the milling cutter in the same direction as the milling tools rotate. A vertical milling machine cuts material faster and more efficiently than horizontal mills.
Moreover, milling is a complex machining process requiring different special cutters for machine workpieces. AT-Machining provides 3- and 5-axis CNC milling services and delivers tolerances of about 0.02mm in milled parts.
Turning
Turning machining cuts excess material from the outer diameter of a rotating workpiece with a stationary cutting tool. The cutting tool removes material along two axes of motion while the lathe rotates the workpiece.
You can position the cutting tool at different angles to deliver consistent cuts with precise depth and width. The turning process creates axis-symmetric components with contoured surfaces, holes, diameter steps, tapers, and grooves.
A traditional lathe is suitable for manual machining but requires supervision, while a CNC turning machine operates automatically. More importantly, the turning process is ideal for machining internal and external parts. “Facing” is the term used for the turning operation performed on the exterior of a part, while “boring” is the term for operations performed inside the workpiece.
Drilling
Drilling is a machining process that uses multi-point machining tools such as drill bits to produce cylindrical holes in solid workpieces. The drill bits used in this process have two spiral channels or flutes that extract the chips or swarf from the round hole as the drill bit makes its way into the material. Different drilling tools include drill presses, peck drills, screw machine drills, spotting drills, and chucking reamers.
Drilling precedes processes such as boring, tapping, or reaming to produce threaded holes or adjust the dimension of a hole to an acceptable tolerance. Moreover, these holes made by the drill bits facilitate the easy assembly of parts. Hence, this process is one of the most crucial machining operations in part production.
Planing
Planing is suitable for machining large flat surfaces, especially ones that require finishing methods like scraping. Likewise, you can arrange small parts in a fixture for simultaneous planning to lower machining costs.
Sawing
This machining operation uses cut-off machines to produce shorter lengths from extruded shapes and other types of material. Product engineers use various cut-off machines, including abrasive wheel saws, power hack saws, and circular saws for sawing.
The type of material used often influences the saw ban speed for sawing. For example, a cutting speed of 1000 fpm or more is ideal for machining softer materials such as aluminum alloys. Meanwhile, a slower cutting speed of 30fpm is suitable for certain high-temperature alloys like titanium or tungsten.
Broaching
This operation involves using a broach to create square holes, keyways, spline holes, and other shapes in the workpiece. A broach has multiple well-placed teeth in sequence, each slightly bigger than the previous ones. However, a broach has uneven teeth, distinguishing it from the file with even-sized teeth. The broaching types include: push broaching and pull broaching.
Only vertical press-type machines are suitable for push broaching, while vertical or horizontal machines are perfect for pull broaching. Note that a broach makes several cuts with increasing depths when pushed or pulled over a surface or prepared leader hole.
Additionally, the material’s strength determines a broach’s cutting speed. For example, higher-strength metals require cutting rates as low as 5 fpm. In comparison, softer metals require about 50 fpm cutting speed.
Grinding

Grinding is another machining process suitable for enhancing the physical properties of machined parts. It smoothens the surfaces of parts and tightens their tolerance. This process creates parts with similar finishes, sizes, and shapes. It is the first phase of further finishing operations, including superfinishing, honing, and lapping.
However, there are two main grinders that manufacturers use. These are cylindrical grinders and surface grinders. The cylindrical grinder extracts material from a cylindrical shape, while the surface grinder cuts a small amount from flat surfaces of machined parts.
Non-Conventional Machining Processes
The non-conventional precision machining process removes material from workpieces without necessarily having direct contact with the workpieces. Here are the different non-conventional machining processes:
Chemical Machining
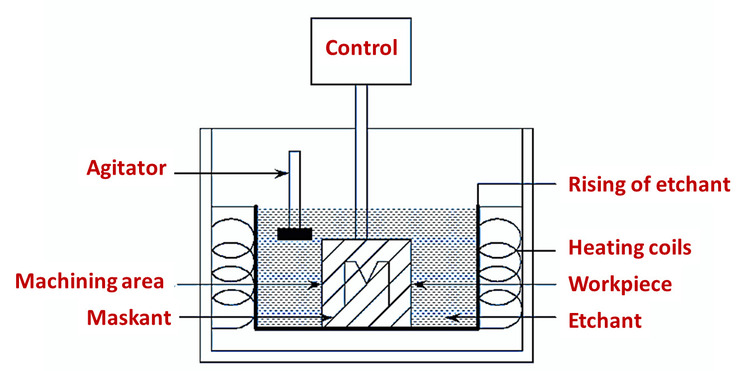
Chemical machining involves immersing a workpiece into a tank filled with etchant (chemical solution). The chemical solution for this machining process contains strong chemical acids that react to metals. Submerging the metal in enchant evenly dissolves metal from the workpiece. However, this process requires a workpiece, tank, stirrer, and heating coil to perform the chemical machining process successfully.
Moreover, this technique is suitable for fabricating hard, brittle, and other hard-to-machine materials. The tooling process has high material removal rate that saves time and creates parts without burr. More importantly, it is not costly.
Electrical Discharge Machining (EDM)
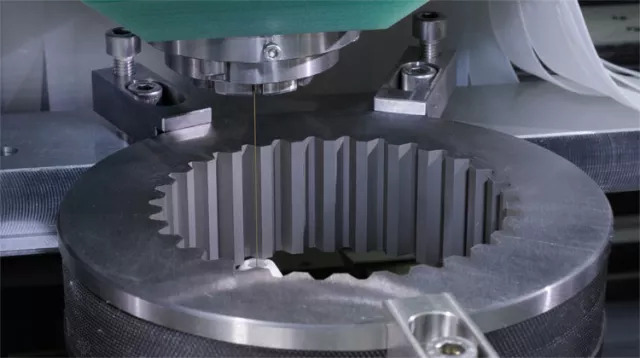
Electric discharge machining or spark machining involves removing material from a workpiece using electric arcing discharge. It is the perfect machining process for materials susceptible to distortion because it doesn’t require direct contact between the tool and the workpiece. However, it is suitable for electrically conductive base materials restricting its application to ferrous alloys.
Additionally, EDM is ideal for machining complex geometrical shapes and close tolerance levels. Parts machined with the EDM process require little or no polishing, regardless of its slow material removal rate. The machining process is cost-effective and beneficial for prototyping and low-volume manufacturing.
Electrochemical Machining (ECM)

ECM or reverse electroplating is similar to electrical discharge machining. It cuts excess material from a workpiece by passing a high current between a conductive liquid and electrodes.
ECM differs from EDM because it doesn’t make sparks or transfer thermal stress. ECM has a high material removal rate, creating burr-free holes and providing a high-quality mirror surface finish.
Furthermore, ECM is a versatile machining process suitable for machining extremely hard metals and alloys such as rhenium alloys, titanium aluminides, cobalt, and high nickel. It produces deep holes, small sizes, and odd-shaped angles. ECM is perfect for large-scale production because of its high initial cost of installing electrochemical machines.
Laser Beam Machining (LBM)

Laser beam machining uses a laser beam and heat energy to remove material from workpieces. It is suitable for use in cutting and drilling processes. Also, it is ideal for engraving or partial cutting, resistor trimming, blanking, and steel metal trimming. It can cut complex geometries and make tiny holes in hard materials.
LBM allows easy automation of complex cutting patterns due to its rapid cutting rate and ability to machine shallow angles. Since it is a non-contact process, there are no breakage and tool wear cases.
Electronic Beam Machining (EBM)
This machining process concentrates electrons on a small spot on a metal. It is suitable for machining very hard materials incompatible with conventional machining processes. Furthermore, it requires low setting-up costs because of its low tooling. It is perfect for micro-finishing and can machine tiny holes with great accuracy because it has no geometric restrictions.
Abrasive Jet Machining

Abrasive jet machining involves using a high-speed stream of abrasive particles to repeatedly hit a workpiece to remove tiny bits of material from the surface. As the abrasive removes the material, the jet extracts the loosened residue, exposing a fresh surface to the abrasive particles’ impact.
This machining operation offers high flexibility, giving it an edge over other processes. The hose used in abrasive jet machining enables the moving of abrasive material to preferred parts of the workpiece. It allows the machining of parts usually inaccessible to other machining methods.
Abrasive jet machining causes minimal heat, resulting in little-to-no distortion of parts machined using this technique. Furthermore, it is suitable for engraving permanent marks on materials and eliminating parting lines from injection molded parts. It is perfect for deburring plastics, cutting metal foils, and fabricating strong alloys.
Ultrasonic Machining
Ultrasonic machining involves using low-amplitude and high-frequency vibrations to cut material from the surface of workpieces. It occurs in a solution containing water and fine abrasive particles forming a semi-liquid mixture. The grain sizes of the particles often range from 100-1000.
Also, the ultrasonic machining process utilizes smaller grain sizes in high quantities and low heat to create smooth surface finishing. The ultrasonic machining operation is perfect for cutting brittle materials. Furthermore, its vibratory motion of ultrasonic machining enables the easy creation of hole-cut shapes.
Comparison Between Conventional and Non-Conventional Machining

This section discusses the differences between the machining operation types. Below are some of these differences:
Compatible Material

The materials used in conventional machining should not be harder than the tool cutter. It is suitable for machining softer materials such as aluminum 6061, lead, mild steel, tin, and brass. In contrast, the non-conventional machining process cuts through any material irrespective of its hardness level. It is perfect for machining materials that are very hard and brittle.
Physical Tool Requirement
A physical cutting tool directly contacts the workpiece to deliver cuts in conventional machining. However, the consistent contact of the tool with the workpiece reduces the tool’s lifespan. On the other hand, a cutting tool is not a crucial requirement in non-conventional machining.
Preferred Surface Finish

The conventional machining process creates machined products that are less accurate and precise than those machined using unconventional methods. Meanwhile, non-conventional machining offer high accuracy and precision that allows the creation of products with superior surface finish.
Accuracy
The conventional machining process produces chips that could cause a deflection in the cutting tool’s path when accumulated. Hence, it reduces the machining process’s accuracy. In contrast, manufacturers often utilize non-conventional machining processes to achieve products with more accurate features.
Machining Speed
The conventional machining methods are slower than the non-conventional methods. The former involves processes such as turning and milling, which takes longer, while the latter occurs in seconds. Moreover, the contact between the workpiece and the tool causes friction which is responsible for the slow machining speed experience in conventional machining processes.
AT-Machining: A Reliable CNC Machine Shop to Get Your Machine Parts Started

Now that you are familiar with the different machining processes, you should be able to determine the right one for your projects. However, if you need help getting your machine parts started or custom parts with complex geometries within a shorter lead time, AT-Machining is the right partner!
We are a reliable CNC machine shop with the right industrial machining expertise needed to get your parts started. We offer both conventional and non-conventional machining services. Our expert team has adequate knowledge of various CNC machining techniques and is skilled at using our 3-, 4-, and 5-axis sets and other CNC machines. We take pride in our high-quality product and competitive pricing.
Experience our engineering support, innovative DFM analysis and feedback, and instant CNC online quotes as you partner with us today. Reach out to us now, and let’s get started on your next project!
