 跳到内容
跳到内容 
Anodized aluminum is a popular choice for product developers due to its attractive appearance and physically durable finish. Anodizing process forms a layer of oxide on the metal surface, which helps to resist corrosion, scratches, and fading.
However, there are many challenges when trying to match colors on anodized parts. Some of these challenges come from the process itself, and some are a result of the metal alloy being used.
In this article, we will understand the anodizing process, the key factors that affect color consistency and color matching, product developers can more easily create Anodized Aluminum Colors that are both consistent and attractive.
The Process of Anodizing Aluminum
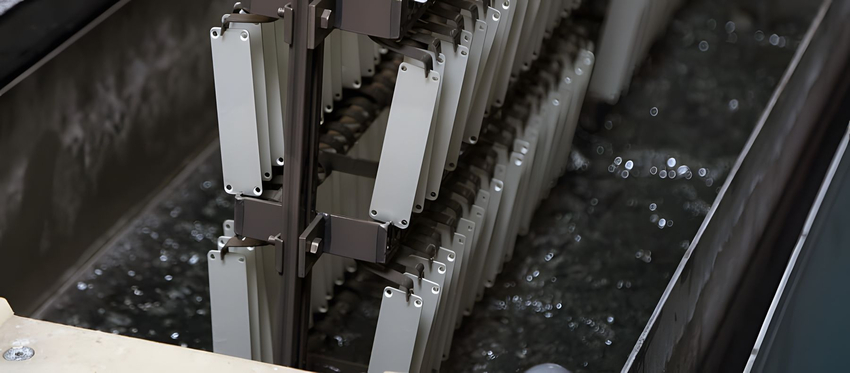
There are several processes involved in this anodized aluminum finishing in metal fabrication. Although, this process may seem complex. Nonetheless, it is easy to put into practice.
Considering the following steps will help you get the best out of the aluminum anodizing process.
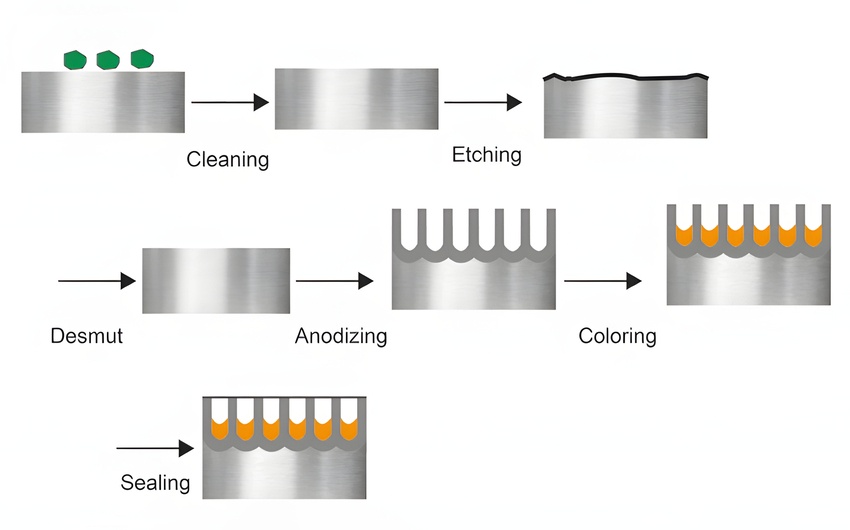
1. Cleaning
Proper and thorough cleaning of aluminum parts is important to get an appealing and satisfying surface finish. This cleaning is often done in a non-engraving alkaline cleansing agent to polish the aluminum part.
This method expels all particles found on the aluminum parts, including light oils and foreign matter. These particles could hinder anodizing. Thus, eliminating them gives the component a shiny surface.

2. Etching
Alkaline etching is normally performed in a sodium hydroxide chemical compound. Etching strikes the crude aluminum surface. It yields different outcomes when this is complete, depending on the duration.
When it comes to manufacturing precision parts, machinists maintain etching minimally. It is crucial to use just the perfect amount that expels the natural oxides found on the surface.
Non-precision parts, on the other hand, require extended time to eradicate all small scratches.
3. Acid Desmutting
Etching leaves behind a film layer of filth or smut on the aluminum surface. This grey to black slime is the unbreakable or insoluble metal alloy remnants found on the aluminum after etching.
The filth found on this aluminum is often expelled in a nitric acid solution. This produces a smooth, polished, quality surface waiting to be anodized.
4. Anodizing
Sulphuric acid helps to carry out this important step of the anodizing process. Like a mighty electrochemical device, the aluminum alloy to be anodized forms the electrode in a pool of sulphuric acid.
The surface of the aluminum material turns into aluminum oxide, also known as anodic film. This happens upon the introduction of a high-voltage direct electric current.
The density and thickness of the anodic film or aluminum oxide rely on the current density, concentration of electrolyte, and temperature in the course of anodizing.
5. Coloring

Adding color to aluminum during anodizing can be done in two ways. One is electrolytic coloring. The component is immersed in the third tank of the solution, which also contains metallic salts. These salts fill in the holes and provide a thick, UV-resistant coating, although the colors are often confined to bronze or black.
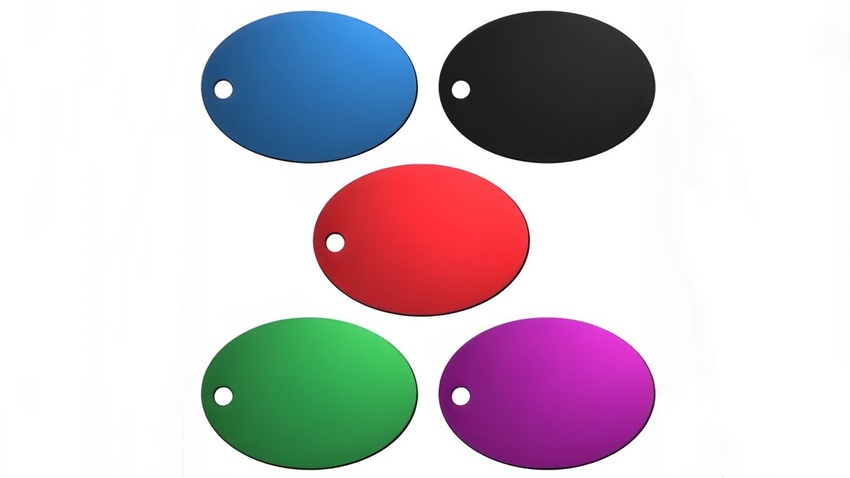
Dip dyeing, or just dipping the item in a dye tank, is the second method. After the dye has been absorbed into the pores, the surface is boiled in deionized water to stop any further reactions. This process offers a wide range of color options, including blue, red, black, gold and etc.
6. Sealing
Sealing is the terminal or final stage involved in the anodizing process, and it helps prevent many complications. These complications include forcible removal of color, the porous or permeable anodic film taking in impurities like fingerprints. The prevention of these problems ultimately makes the product durable.

There are numerous ways to seal or plaster anodized aluminum parts. You can submerge the polished anodized parts in a solution, thereby allowing a significant amount of chemical plug to store in the opening of the anodic film. At this point, you equip the aluminum parts with excellent corrosion protection after being anodized.
Types of Anodizing Process
Manufacturing processes often have their different forms depending on the resources available or the desired outcome of the product.
However, to clearly understand anodized finishes, it is essential to identify the different coatings involved in the anodizing process. This will help you choose the best option that meets your unique requirements.

We have three common types of anodizing aluminum processes. Each of these processes provides outcomes with varying aesthetic and functional attributes. Here are the three types of anodizing processes:
Type I – Chromic Acid Anodize
The class I anodizing method applies chromic acid to form a slim or tiny coating thickness on the aluminum surface (up to 0.0001 inches). Thus, the name – “light type” anodizing.
When current passes through the electrolyte, positive particles are ejected from the anode. Thus, you will get microscopic grooves on the surface of the material. Oxidation of the microscopic grooves gives the oxide layer, impacting excellent heat and corrosion resistance.
The Type I coatings are the slimmest anodized coating, amongst others. Designers and manufacturers choose this type to impact high corrosion resistance on components. It also produces the least color absorption.
Type II – Sulfuric Acid Anodize
In this anodizing process, sulfuric acid is applied in place of the Type I chromic acid. As a result, the anodized finish of this class is thicker than that of class I. This explains the minor thickness found on the surface of the anodized aluminum part.
Since sulfuric acid proves more potent than chromic acid, aluminum particles have a better ejection than we had in type I. Thus, the microscopic grooves are deeper, and the oxide layers are thicker.
This type II coatings of sulfuric acid anodizing finish possess a thickness of 0.0002 to 0.001 inches, making manufactured parts more suitable for dying since they have better paint retention.
Type III – Hard Coat Anodize
The hard coat anodizes, also called hard anodizing adopts the application of sulfuric solution just as in the Type II process. It is called hard anodizing because it produces an overall coating thickness (> 0.001 inches) and is much thicker than on the surface layer than Type II.
Parts with Type III coating have the finest and strongest abrasion resistance and perfectly absorb dye. Nonetheless, it proves suitable for parts with highly tight tolerance.

Type-I vs Type-II vs Type-III Anodizing
| Properties | Type-I (Chromic Acid) | Type-ll (Sulphuric Acid) | Type-III (Hard Anodized) |
| Applications | Decorative | Decorative | Corrosion Resistance |
| Corrosion Resistance | Good | Good | Excellent |
| Coating Thickness | 0.08-0.25 μm | 2.54-25 μm | 12.7-80 μm |
| Wear Resistance | Poor | Moderate | Excellent |
| Porosity | Low | Moderate to High | High |
| Environment Friendly | No | Yes | Yes |
| Appearance | Primary Coat | Clear or Dyed | Hard Clear or Hard Black |
Color Matching in Aluminum Anodizing
Unlike paints, anodizing colors is subtractive and non-addictive. Generally, when a metal absorbs a color, the color primarily shows what is reflected against it at the time of dye application.

However, the base metal in aluminum anodizing reflects light to the film. Thus, it does not act as a reflector. Rather, it behaves as a filter, which is essential in color matching.
Getting a match of the right colors can be difficult, especially when they are of different batches. It is important to understand the idea of color matching and essential factors that affects the anodizing colors’ look to achieve the ideal matching method.
Here are some of the things to watch out for when matching colors:
- Aluminum Grade
Keep an eye out for the grade while anodizing aluminum parts. Each aluminum grade has a unique color variety and shade that may affect color matching.
- Finish Type
This aspect plays an important role in aluminum anodizing. Thus, applying a sample with a similar finish is a better option for color matching.
- Number of Dyes That Makes the Color and Layering
The types of dyes have an impact on color variation. Color variety increases as product producers apply additional dyes. This variance also varies throughout layering.
- The Crystalline Structure of the Products
The reflective characteristics of the anodized aluminum component are affected by the crystalline structure. As a result, before you color match, make sure the reflection angle is proper.
How to Remove the Colors from an Anodized Part If It Doesn’t Match
The anodized color sometimes doesn’t come out the way you have expected it to be due to many factors. Therefore, you might need to remove or change the color of your parts.
Removing anodized aluminum colors lies solely on the kind of dye applied and the status of the anodized product. You can only extract the dye from plastered anodized coating using chromic or phosphoric stripping solution. You can use this method in cases where you want the aluminum to remain intact after the color removal.

However, opt for an alkaline etch if you can afford minor damage to the aluminum part. Alkaline etching is usually more thorough in removing the colors. In the case of unsealed anodized parts, you can consider 10-15% nitric acid to help eradicate the dyes.
Unfortunately, this technique is not compatible with all dyes, and it is effective for most.
Conclusion
Aluminum anodizing is an excellent surface finishing option for your metal fabrication projects. It gives the machined aluminum parts the best mechanical finishes, integral coloring, and distinct aesthetic design to meet your design requirements.
AT-Machining combines expert knowledge with effective manufacturing techniques to help you get the best out of your anodizing process. Applying anodized aluminum colors is a straightforward task for us. Contact us today, and let’s discuss your project.
FAQs
What Color Can Be Aluminum Anodized?
AT-Machining can offer anodizing color range including silver, gold, copper, bronze, grey, red, black, blue, and green. We can also make certain colors if you give us the sample.
Will Anodized Aluminum Fade?
All anodized aluminum colors tend to fade in the long run. However, if the anodizing process gets optimized, you should expect more years with reduced loss in color.
Is Aluminum Anodizing Effective for Corrosion Resistance?
Anodized finishes give anodized aluminum better corrosion resistance properties.
