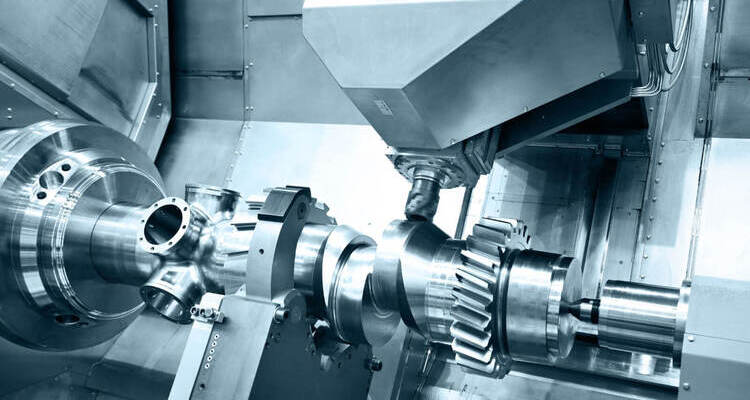
CNC milling and CNC turning are two distinct machining processes that differ in how they operate, the types of machines used, and the parts they can produce.
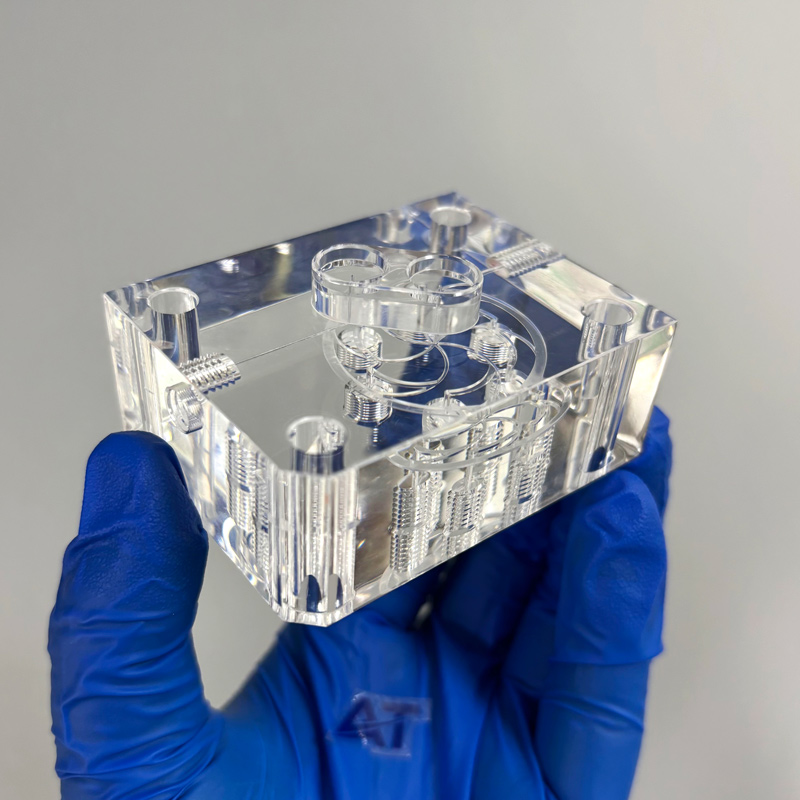
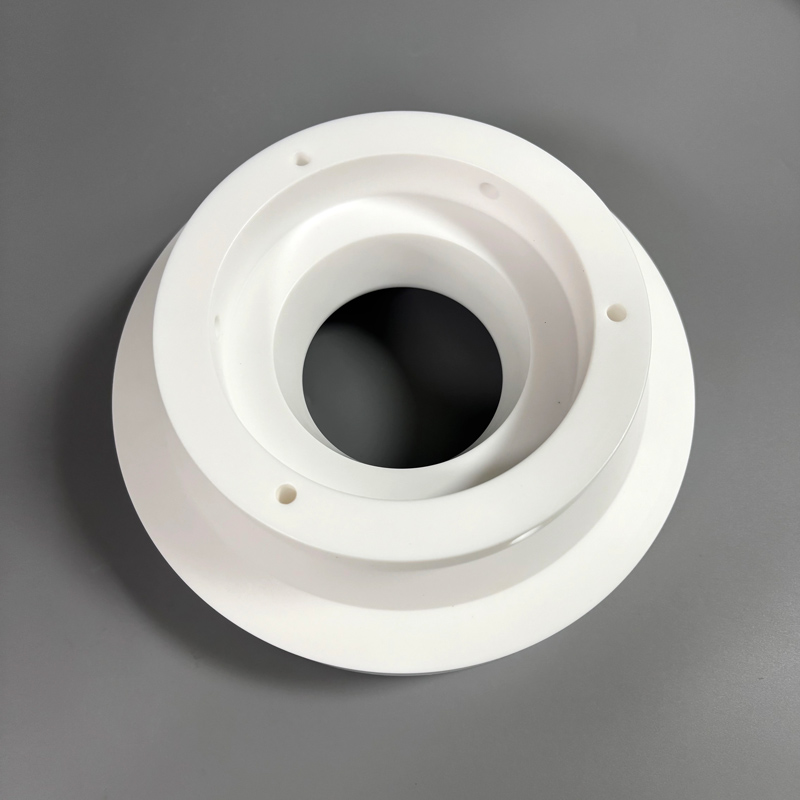
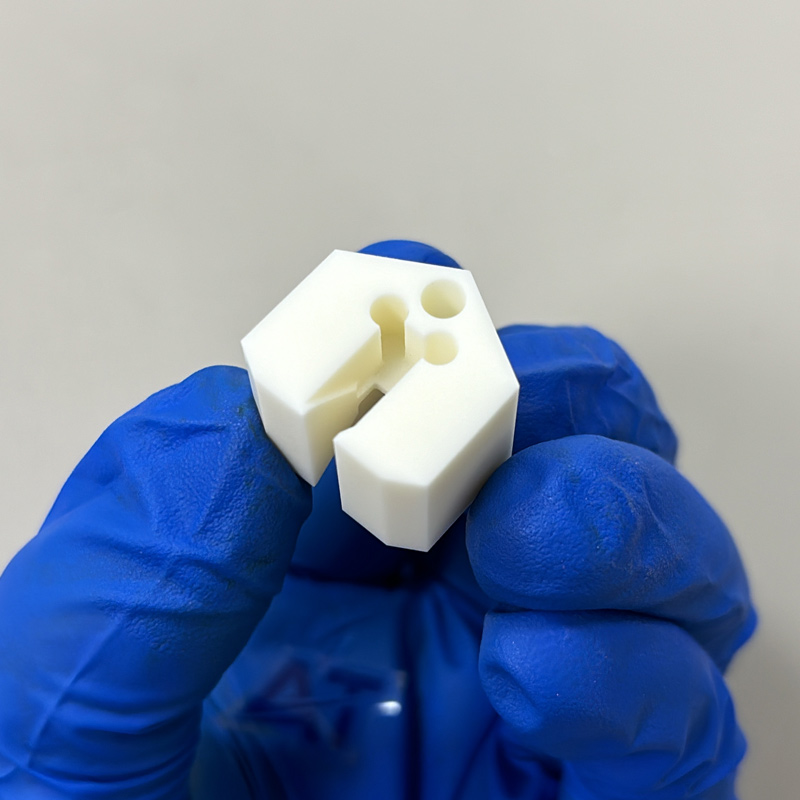
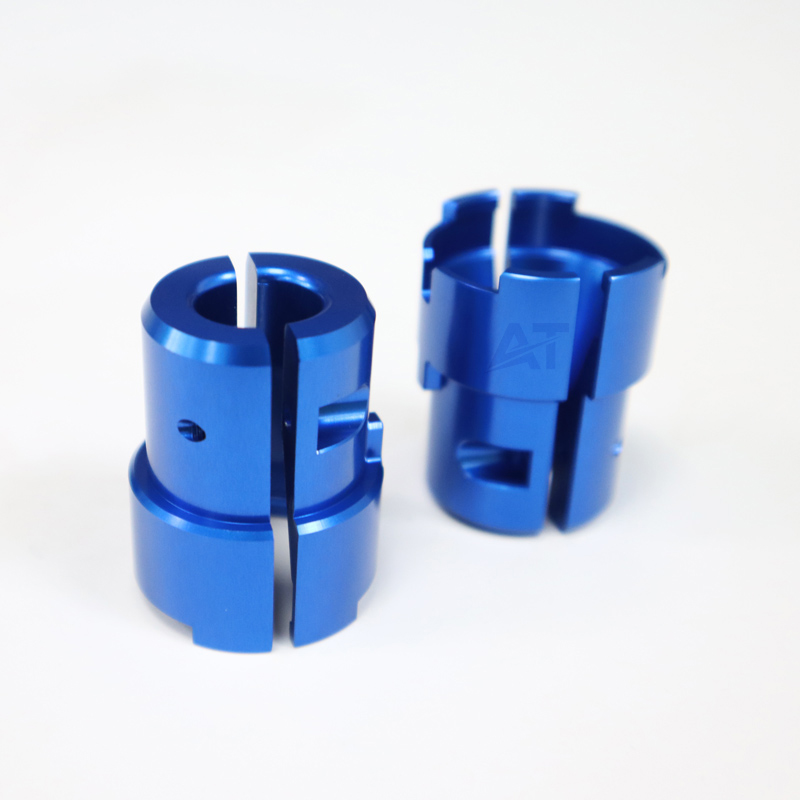
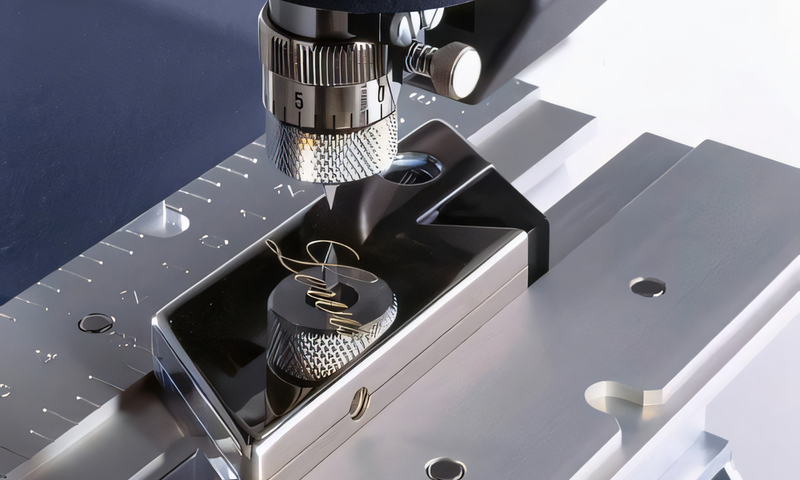
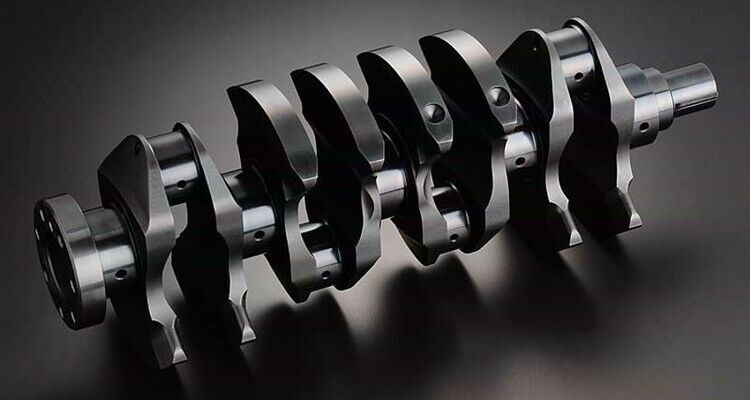
CNC milling uses a rotating cutting tool that moves across a stationary workpiece to remove material from its surface. The milling process can produce a wide range of geometries, including flat and inclined surfaces, slots, and grooves.
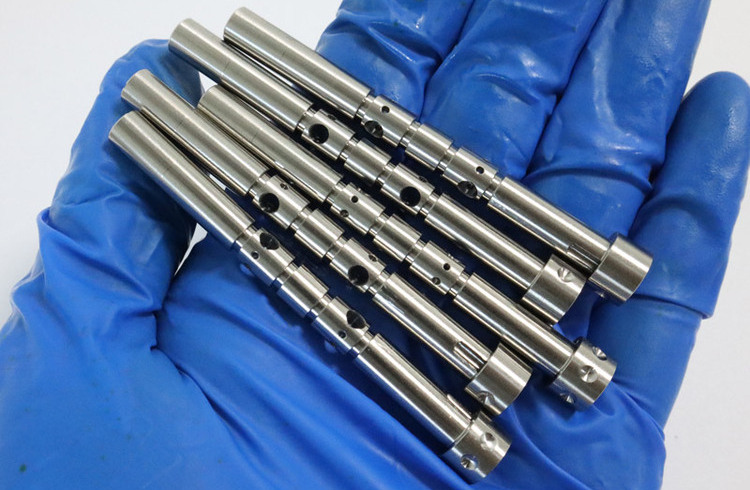
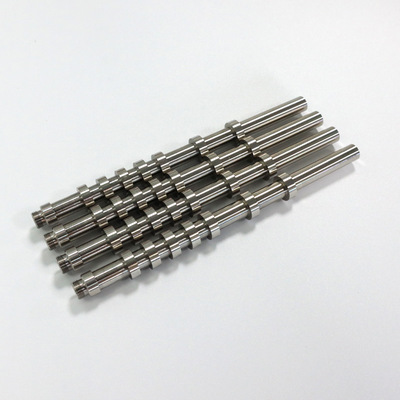
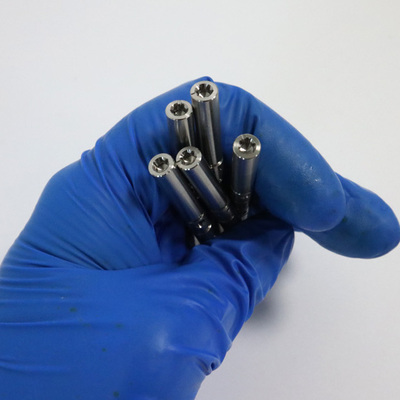
CNC turning, on the other hand, rotates the workpiece while the cutting tool remains stationary, shaping the material into the desired shape. It is typically used to produce cylindrical parts and is ideal for creating symmetrical components like shafts, pins, and bushings.
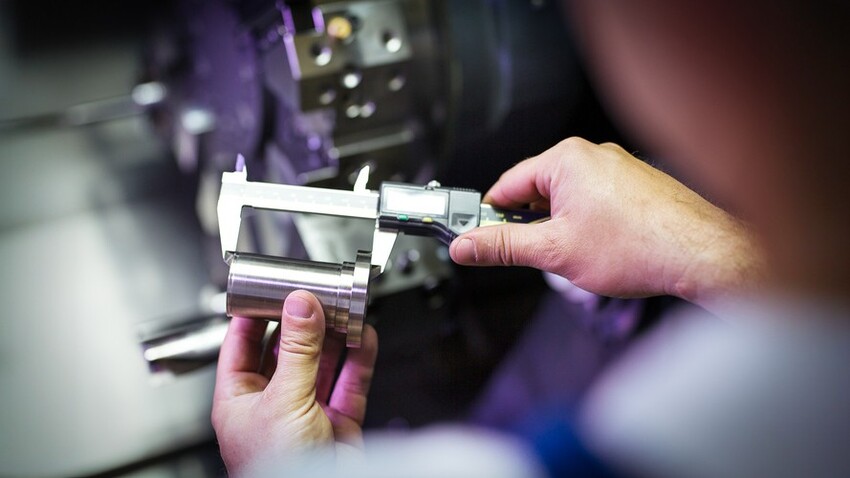
In summary, CNC milling is ideal for producing parts with complex shapes and geometries, while CNC turning is perfect for creating cylindrical parts. Both processes provide high levels of precision, consistency, and efficiency while reducing the need for manual labor.
 跳到内容
跳到内容