 Skip to content
Skip to content 












Manufacturing critical aerospace parts such as turbine blades, engine components, and landing gear parts with tight tolerances and complex shapes.

Creating intricate components for medical devices, such as surgical instruments, implants, and orthopedic devices that require high precision and biocompatibility.
Producing precision components like fuel injection systems, engine parts, and transmission components, ensuring efficiency and reliability in automotive operations.
Machining precise gears and splines for various machinery and equipment, ensuring smooth power transmission and operational efficiency.
Crafting precise molds, dies, and tooling required for mass production in various industries, ensuring consistency and quality in manufactured products.

Developing prototypes of new products or components, allowing for design verification and testing before full-scale production.

AT-Machining Wire EDM Machining services significantly cut expenses, delivering high-quality results at a fraction of conventional machining costs, ensuring your projects remain within budget without compromising on quality.
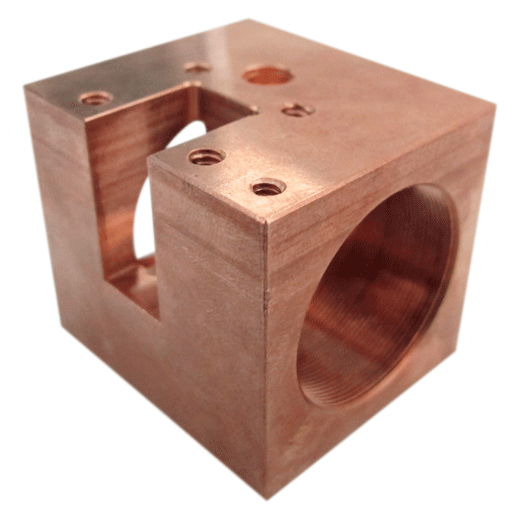
Offering tolerances range from +/-0.001′′ to 0.005′′, depending on client specifications. We are experts in producing custom components.

Efficiency is key at our facility. With state-of-the-art equipment and a dedicated team, we ensure rapid project completion, meeting tight deadlines while maintaining exceptional quality standards.

Our commitment to customer satisfaction extends beyond regular working hours. Our expert engineers are available around the clock, providing continuous support to address any queries or modifications needed for your projects.