 跳到内容
跳到内容 
Technical Description of a Thread
You may find several descriptions of thread and thread machining. However, we will use pictorial descriptions to make understanding of this concept buttery smooth.
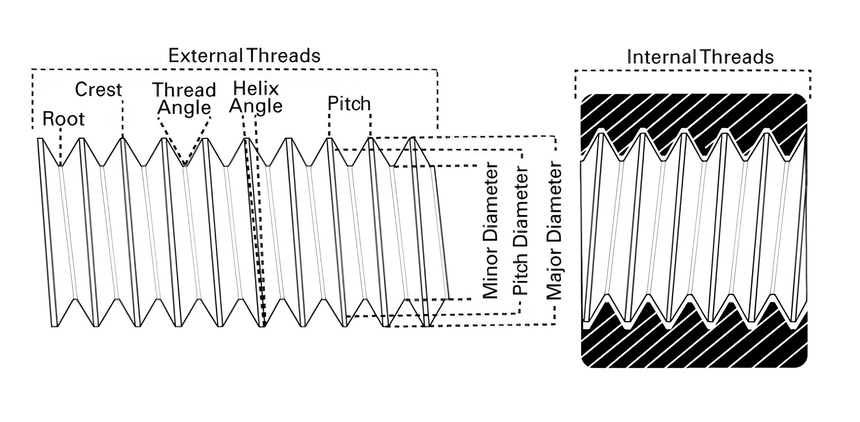
A thread comprises three key profiles:
- Crest
- Root
- Flanks
The crest signifies the top of a thread profile, root for the bottom while flanks join the successive crests and roots.
By definition, a thread is formulated by a helical profile that is continuous in nature. Several uniform sections on the surface of a cylinder or cone generate this profile. Since the key role of a thread is to act as a fastener between two separate parts, it can exist in both external and internal thread profiles.
Before we move ahead on the interesting part, the following terminologies are important for you to know:
- Pitch: In simple terms, it is the linear distance between successive crests or successive roots.
- Thread Angle: Symbolic of the thread type, this is the angle between the thread flanks.
Standards for Machining Threads
Several governing bodies classify threads internationally including but not limited to the American Society of Mechanical Engineers (ASME), American National Standards Institute (ANSI), and International Organization for Standardization (ISO).
The most widely adapted thread machining standard is Unified Threads Standard (UTS) issued by ASME. This standard is further classified into UNC and UNF thread standards signifying coarse and fine thread machining respectively for various applications.
With the discussion of standards, let us move on to the concept of internal and external thread machining with in-depth discussion in the context of applications.
Internal Thread Machining
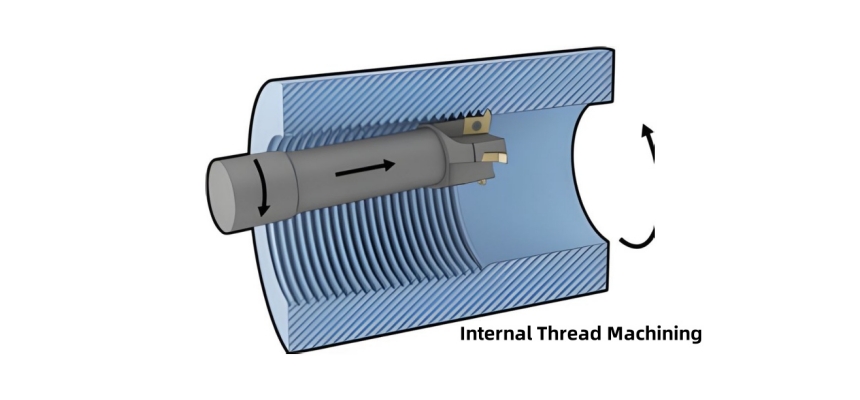
An internal thread, also commonly known as a female thread, is machined concave in surface profile using a tap, carbide single lip, or multipoint thread milling cutters. The immense role of internal threads in a part is to insert a screw or any fastener which will link the part to another to form an assembly.
Stay tuned to this article till the very end since we will discuss the pros, cons, and comparison of using various cutters for thread machining.
External Thread Machining
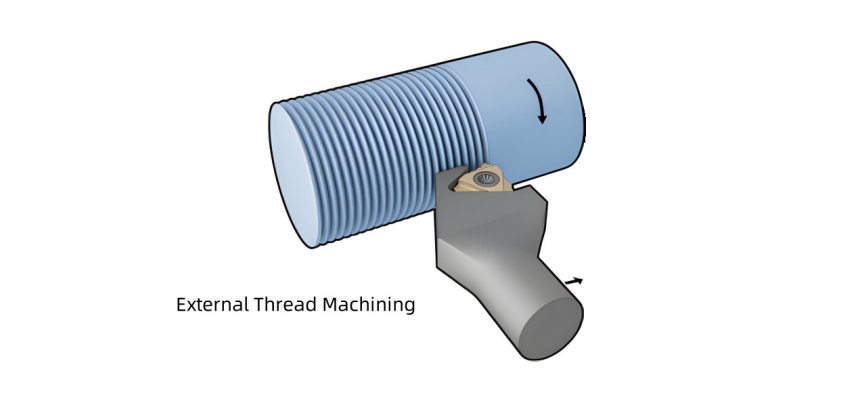
An external thread or male thread comprises a screw thread on the external surface of a cone or cylinder. Commonly known external threaded parts include screws, bolts, studs, and screw plugs.
They fall into four categories mainly namely:
- Fastening threads: divided into metric and Whitworth threads
- Power-transmission threads: comprises of saw-tooth, ACME and knuckle threads
- Sealing threads
- Piping threads
External threading is generally performed by turning operations and is much easier to carry out compared to internal thread machining.
With discussion on basics about thread machining covered, let us move ahead onto the crux of this article i.e. how to effectively machine threads?
How to effectively machine threads?
Preliminary Preparation
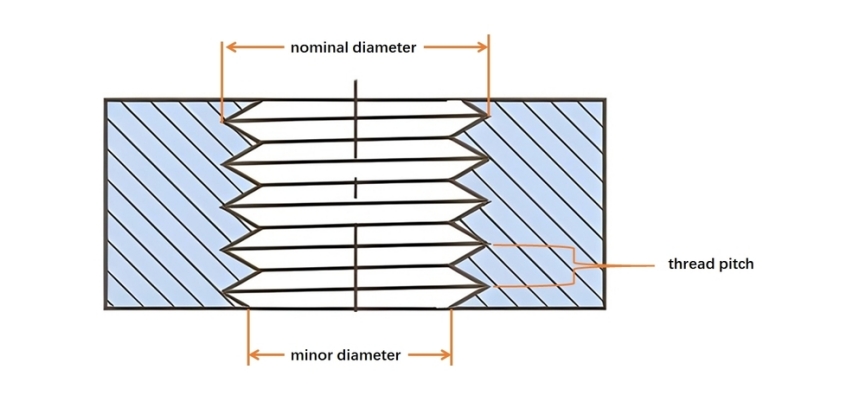
Before moving onto thread machining, it is vital to calculate the bore diameter in case of internal threading or cylinder diameter in case of external threading. We refer to it as the minor diameter (D) and its calculation is as follows:
D=N-S
Where N = nominal diameter (1)
And S = thread pitch (3)
For reference, the following diagram depicts the aforementioned dimensions:
Not only is the determination of borehole diameter important but also the rotary speed for drilling of the bore is an important calculation. The formula for this is as follows:
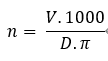
Where V = cutting speed in m/min
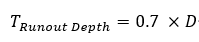
Furthermore, the calculation for the depth of the hole is as follows:

Metric standard tables can provide the values for runout depth or the following formula can be referred to for small threads:
During the process of drilling, it is important to use cutting oil in the case of steel material, the spirit in the case of aluminum alloys, and petroleum or colza oil in the case of chromium-nickel alloys. The last step is to ensure removing of chips and excess material using compressed air or a soft brush.
With the preliminary preparation complete, it is time to move on to the methods for thread machining which include:
- Milling
- Turning
- Die-cutting
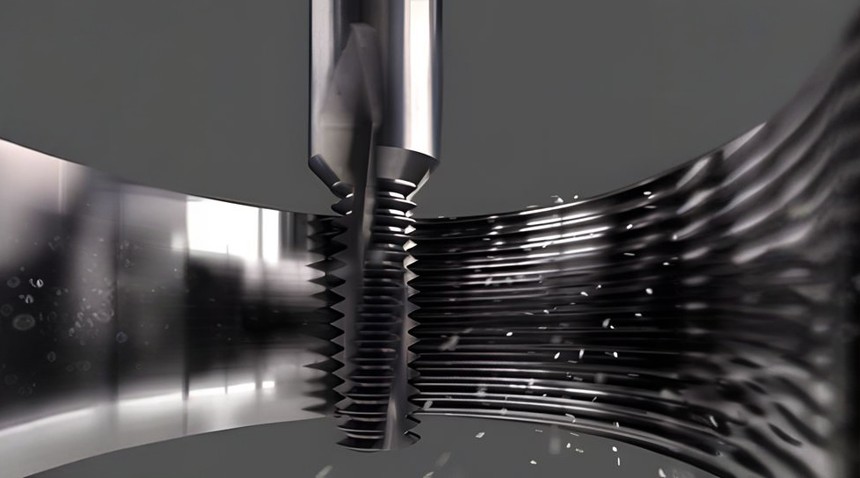
Milling
This method incorporates a threaded milling cutter with the profile of the required thread contour. The cutter practically imprints its surface contours onto the part during machining. There are two types of cutters as discussed earlier i.e. single-lip cutters and multipoint cutters.


The table below summarizes the comparison between single-lip and multipoint cutters for ease of readability:
| Cutter Type | Advantage | Disadvantage |
| Single-lip | CheaperCan cater for a wide range of pitches | Slow pace of thread machining |
| Multipoint | FastAccurate | ExpensiveOne cutter for one specific pitch |
Milling is a fast and effective way to machine threads especially when a high level of accuracy is required with fast turnaround times.
Turning
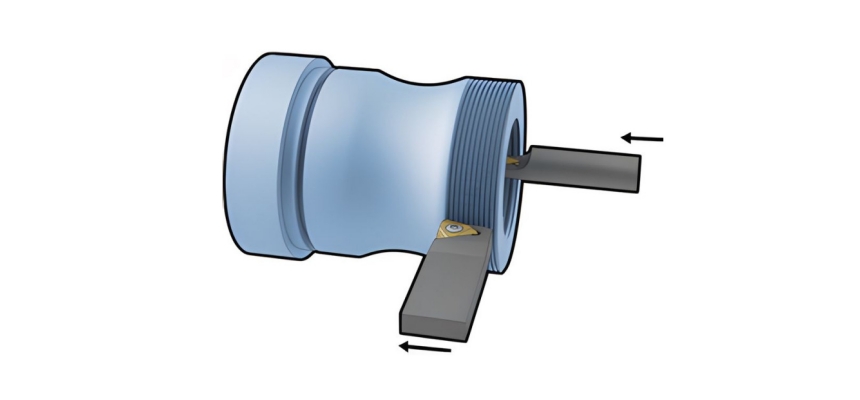
When it comes to external threading on parts with relatively greater lengths, turning is the most cost-effective and efficient method.
The most important consideration for thread machining by turning is to ensure that the feed rate must correspond precisely with the required pitch of the thread. We will focus on the four feeding methods during turning operations to effectively deliver the concept of thread machining by turning. The four methods are:
- Radial infeed: Being the most common method, it is in our view the least recommended. The tool is radially fed into the workpiece which forms V-shaped chips during threading. This causes a chip flow dilemma since V-shaped chips are the hardest to break resulting in lower tool life.
- Flank infeed: In this methodology, the infeed direction is parallel to one of the flanks. In simpler terms, the tool is approaching the workpiece at a 30 degrees angle. By virtue of chip flow, this method is quite impressive. However, the trailing edge of the insert continuously rubs along the flank causing poor surface finishing.
- Modern flank infeed: This method is the most optimal in engineering terms. It is a slight modification to the simple flank infeed method. Instead of approaching the workpiece at 30 degrees, a lower angle ranging from 25 to 29.5 degrees is used. This eliminates the trailing edge issue while keeping the advantage of the flank infeed method intact.
- Alternating flank infeed: This methodology is the best to achieve the longest tool life because the engagement of insert is along both thread flanks. However, accuracy and surface finish is not the greatest with this method. For large pitches, ACME and Trapeze thread forms, this methodology is beneficial.
Die-Cutting
Last but not least is the traditional die-cutting methodology. For most mass-produced parts, a reasonable or average level of thread accuracy is required. This method involves hand-labor and mainly comprises of three types of threading dies:
- Taper dies: The first 7 to 10 threads are flatter than the successive to allow for easy starting of the threading process. Usually, this type of die starts the machining of a thread.
- Plug dies: They fall in between a taper and bottoming die. Plug dies will have fewer flatter threads than taper dies.
- Bottoming dies: These are generally used to deepen threads that are started using taper dies. Round in shape with a screw to adjust radial cutting. Therefore, adaptable for a variety of loose and tight fits.
Bonus Tips for Thread Machining
After thoroughly describing the process of thread machining, we think it would be icing on the cake to let you know about some key design aspects which our engineers review upon reception of an order for thread machining on our CNC machining centers. Let’s review some!
- Providing relief on threads is vital. External threads should be designed as such that they do not coincide with their adjacent thread’s shoulder.
- If high thread strength is not required, usage of a reduced height of thread form is beneficial.
- Shorter thread lengths are always better for better functionality and engagement of parts.
- For external threads, chamfers at the ends are vital for dispersing the chance of stress concentrations. Similarly, the countersink at end of internal threads serves the same purpose.
- For internal threading, structural evaluation of tubular parts is a must to check if they can withstand the high pressure and cutting force during thread machining. Not only this but also the part needs to be checked if it can withstand the pressure of the mating part in an assembly. This evaluation is comprehensively carried out by your machining service provider and accordingly, they can advise you to alter the material or geometry of the original part.
Conclusion
In this article, we comprehensively reviewed various dimensions of the vast field of thread machining. Yes, we know that this knowledge might be quite technical for the layman. That is why we are here!

You can feel free to contact AT Machining for your CNC machining needs and we would be more than willing to provide the most optimal solutions at the best pricing.
