Aluminum 6061-T6
General Purpose Standard
The industry standard for CNC machining. It offers the best balance of strength, corrosion resistance, and weldability. Perfect for structural parts.
 Skip to content
Skip to content 
3 Axis, 4 Axis and 5 Axis CNC Machining Service for simple and complex geometries parts.

CNC turning with live tools combines lathe and milling capabilities to machine parts with cylindrical features.
Add multiple finishes to your parts, such as Anodizing, Sand Blast, Powder Coat, Plating, etc.

Specify realistic minimum wall thickness and fillet radii. Match radii to tool diameters for better stiffness and surface finish.
Control residual stress with strategic roughing. Use symmetric material removal and flip sequencing to minimize warping.
Provide accessible clamping surfaces and consistent datums. Proper probing targets reduce setup variation and maintain tolerances.
Prioritize high-helix end mills and optimized stick-out. Use balanced toolholders to reduce chatter and improve chip evacuation.
 ALuminum CNC Machining for Automotive
ALuminum CNC Machining for Automotive  Milling
Milling  CNC Milling
CNC Milling  Tolerance 0.005mm
Tolerance 0.005mm  As Machined
As Machined 
Lightweight strength is key. We create precise aircraft parts, like brackets and frames, ensuring safety and fuel savings for every flight.

Boost speed and save fuel. We machine light, durable engine and suspension parts built to handle the high stress of racing.
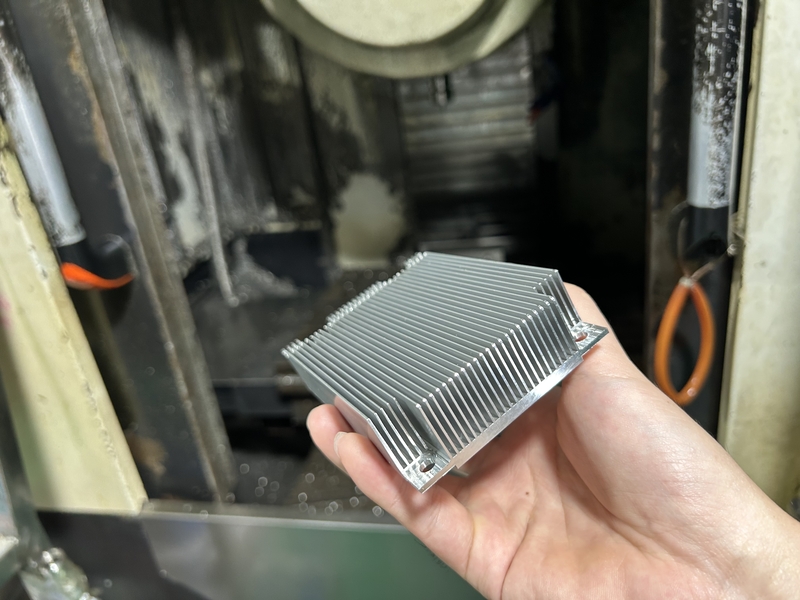
Heat control is essential. We machine custom heat sinks and strong cases to keep sensitive devices cool, protected, and running smoothly.

Hygiene is non-negotiable. We make rust-resistant surgical tools and device covers that are easy to sterilize and safe for patient use.
Aluminum 6061 and 7075 are versatile but prone to vibration and deformation if not designed correctly. Follow these 5 expert principles to optimize your parts for high-speed machining, reducing costs and lead times.
Get Instant Quote ➔
Don't just add a radius—add a floor radius. Make internal corner radii slightly larger than standard tool sizes (e.g., R3.5mm instead of R3.0mm). This allows the tool to maintain a continuous motion (trochoidal milling), reducing load and improving surface finish.
Aluminum is prone to vibration and warping due to internal stress release. We recommend a minimum wall thickness of 0.8mm (0.031") for structural stability. Thicker walls allow for more aggressive material removal rates, significantly lowering cycle time.
Deep pockets require long, slender end mills that are prone to deflection and chatter. Design cavity depths to be less than 4x the diameter of the smallest internal radius. If deeper features are needed, consider splitting the part or using a larger corner radius.
Tighter tolerances significantly increase machining time and inspection costs. Apply tight tolerances (e.g., ISO 2768-f) only to critical mating interfaces. For non-critical visual surfaces, standard tolerances (ISO 2768-m) are sufficient and much more cost-effective.
Avoid excessive thread depths. A thread depth of 1.5x to 2x the hole diameter provides maximum strength for aluminum screws. Deeper threads increase the risk of tap breakage and chip packing without adding any structural benefit.
Many types of surface finishes can be applied to CNC machined aluminum parts. The most common finishes AT-Machining provides are anodizing, powder coating, bead blast and plating. Each of these finishes has unique benefits. Choose the one best suits your needs!
The machined aluminum parts are left with visible tool marks and potentially sharp edges and burrs, which can be removed upon request.

Give the machined parts a smooth and uniform matte surface finish, thereby removing tool marks.

Creating a smooth and shiny surface by manually polishing in multiple directions or by applying a chemical polish treatment.

Type II (Anodizing color or clear) or Type III (Anodizing hard coat) Anodizing does not cover tool marks unless bead blasted beforehand.

Increase the part's corrosion resistance while retaining its conductivity. RoHS compliant.

Enhance aesthetics and durability of the cnc aluminum components.

Applying powdered paint to the components and then baking it in an oven, which results in a stronger, more wear- and corrosion-resistant layer that is more durable than traditional painting methods.
Our team specializes in rapid prototyping and low & large volume production. We serve medical, aerospace, automotive, and robotics industries with precision components.










We know precision manufacturing can be complex. Here are the answers to the most common questions our engineering team receives.

Founder & Chief Engineer
"30 years of CNC experience, dedicated to solving complex design challenges."
Aluminum CNC machining costs depend on part complexity, machining hours, alloy grade, surface finish, and quantity. Simple 6061 parts may cost a few dollars each, while complex 5-axis 7075 components require longer cycles. Bulk orders reduce unit cost significantly.
Typical tolerances for aluminum CNC parts are ±0.01 mm, while critical dimensions can reach ±0.005 mm with optimized setups. High-precision applications often use 4-axis or 5-axis machines to maintain consistency.
Common finishes include anodizing (Type II & Type III), powder coating, bead blasting, brushing, and chromate conversion. Each provides benefits like corrosion resistance or aesthetics to match your specific requirements.
Prototyping usually takes 3–7 days. Production orders often require 10–20 days. Lead times vary by quantity and finishing needs, with expedited services available for urgent deadlines.