 Skip to content
Skip to content 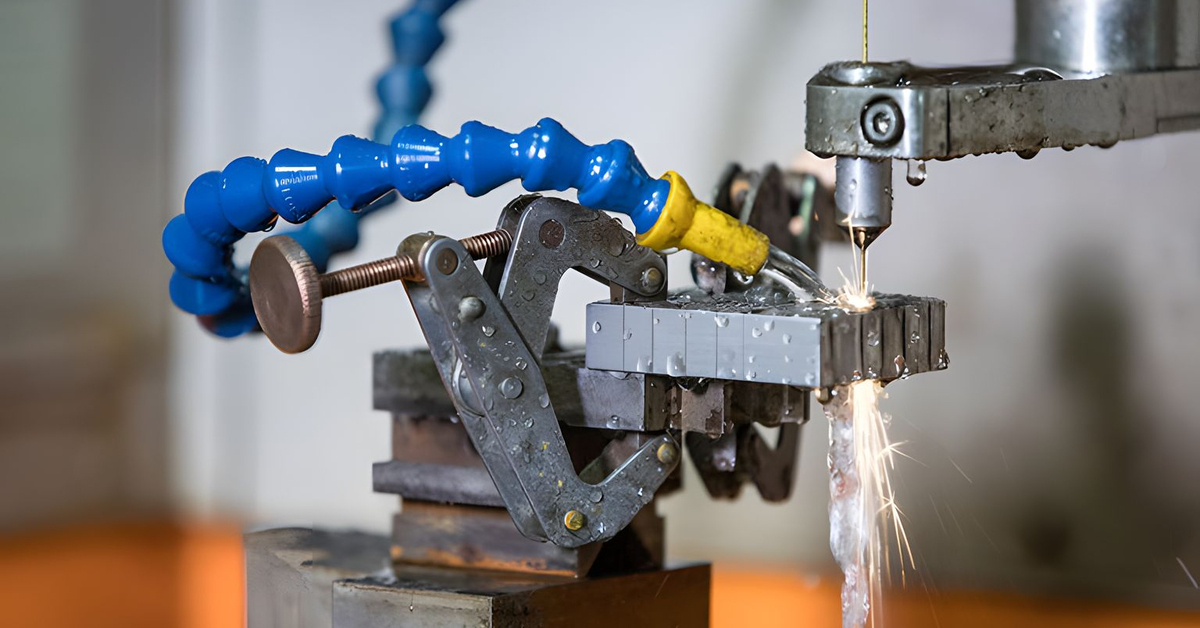
What Does Electric Discharge Machining Mean?
Electrical discharge machining is a non-traditional technique that utilizes an electrically conductive tool electrode made of graphite or copper to cut through metal materials like hardened steel, titanium, tungsten, or carbide. Unlike conventional EDM, it doesn’t require physical contact but creates sparks that can erode the workpiece using an electrical current.
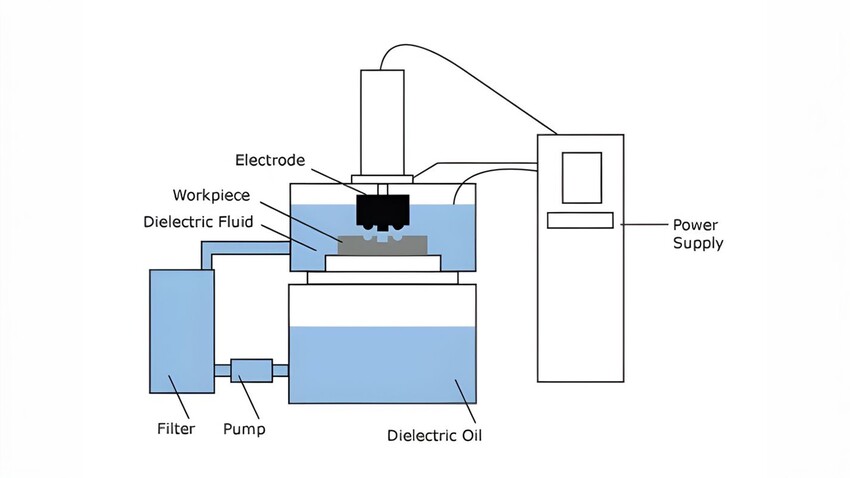
This metal manufacturing process involves using an electrical discharge machine, a dielectric fluid, a tool, and a workpiece. EDM also requires an electric voltage that produces a series of electrical discharges between the two electrodes (the electrode tool and the metal workpiece). These electrodes can never come in contact; hence, they are separated by the dielectric liquid like hydrocarbon oil or deionized water. This distance between the two electrodes is often called the spark gap.
The machinist increases the voltage during the EDM process, causing the dielectric breakdown of the liquid, changing the liquid to an electric conductor. This sudden transition generates an electric arc between the workpiece and the tool in the narrow space. This arc removes material from both electrodes through erosion. Aside from creating the electric arc, the dielectric fluid carries metal debris from the cutting area as it supplies new fluid.
Sinker EDM
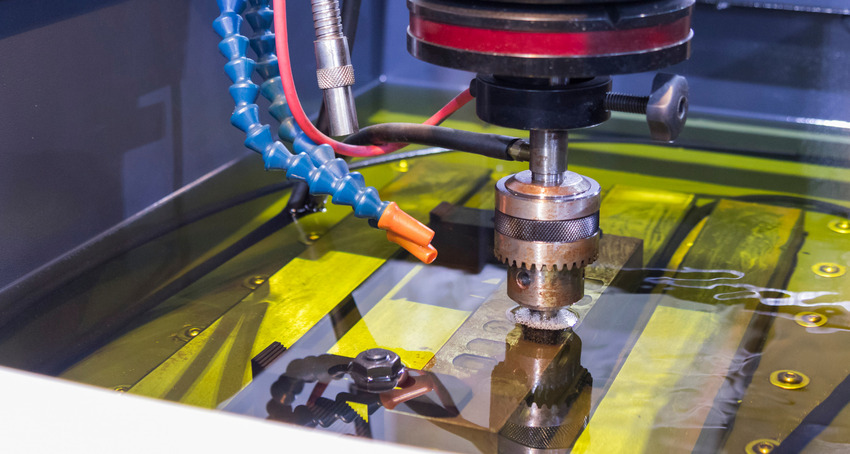
Sinker EDM, cavity EDM, ram EDM or volume EDM, is a standard electrical discharge machining process involving immersing a tool electrode and workpiece in an insulating fluid (hydrocarbon oil or other dielectric fluid). The sinker EDM process utilizes pre-machined electrodes – tungsten, copper, or graphite – to create a “positive” of the preferred shape. Then, the electrodes are pressed against the workpiece to form the negative of the actual material shape.
Machinists often regard this process as conventional EDM since it is one of the earliest EDM techniques. Sinker electrical discharge machining creates complex structures/cavities in a workpiece using a positive copy of the preferred shape. For instance, a pyramid-shaped tool is best suited for machining pyramid-shaped cavities in the workpiece.
The shaped tool used in sinker EDM is typically CNC machined from materials including tungsten, copper, or graphite, resulting in increased machining cost and time. Although there are different machining fluids, hydrocarbon oil is the most commonly used dielectric liquid for sinker EDM.
Common Sinker EDM Applications
Sinker EDM is well-suited for making complex cavities. Machinists employ this process to produce hard toolings such as mold and die and fabricate deep ribs. The typical applications of sinker EDM include:
- Threads
- Medical parts and devices
- Rapid tooling
- Dies and mold fabrication
- Fine details
- Blind keyways
- Internal splines
- Sharp inside corners
- Thin and deep ribs
- Machining intricate designs in jewelry and precious metals
Benefits and Limitations of Sinker EDM
Here are some of the known benefits of the sinker EDM process:
- The sinker EDM process doesn’t necessarily require a tool harder than the workpiece.
- It is a versatile machining technique that can create highly accurate features and intricate shapes, including inconsistently shaped blind holes, cross sections, thin walls, blind cavities, etc.
- It is a low-risk machining process compatible with all conductive metals.
- Sinker EDM doesn’t induce stress that may deform the workpiece or cutting tool.
Limitations
- The sinker EDM process is ideal for machining conductive materials only. Hence, the technology is incompatible with composites or plastics.
- It is time-consuming and costlier than traditional machining processes.
- Sinker EDM, unlike CNC machining, is a power-consuming process. The process needs a large amount of electricity to generate adequate energy.
Wire EDM Machining
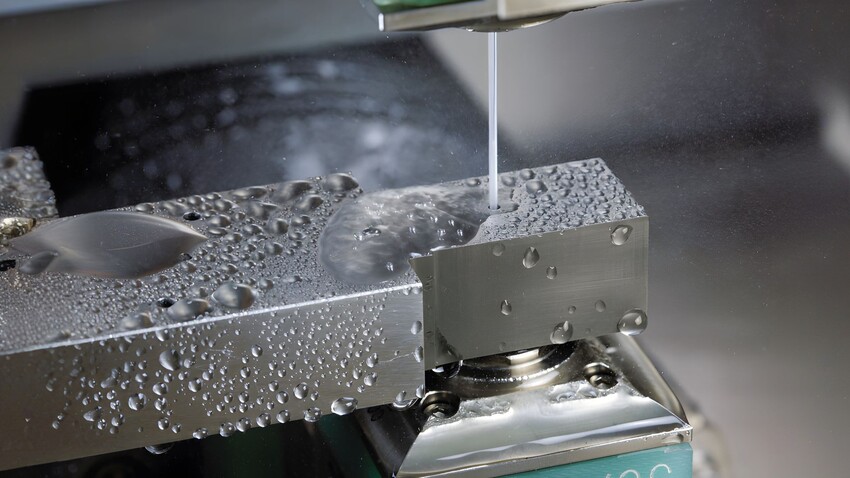
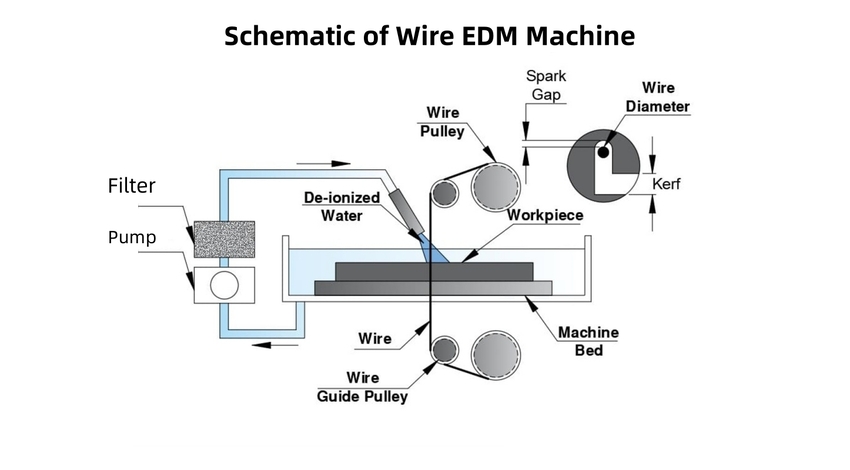
Wire EDM machining is a non-contact technique that uses thin single-strand electrically charged metal wire with a compatible dielectric fluid to cut a workpiece into various complex shapes. The wire EDM process is sometimes called spark EDM or wire erosion. Like sinker EDM, the workpieces are usually electrically conductive metals and graphite.
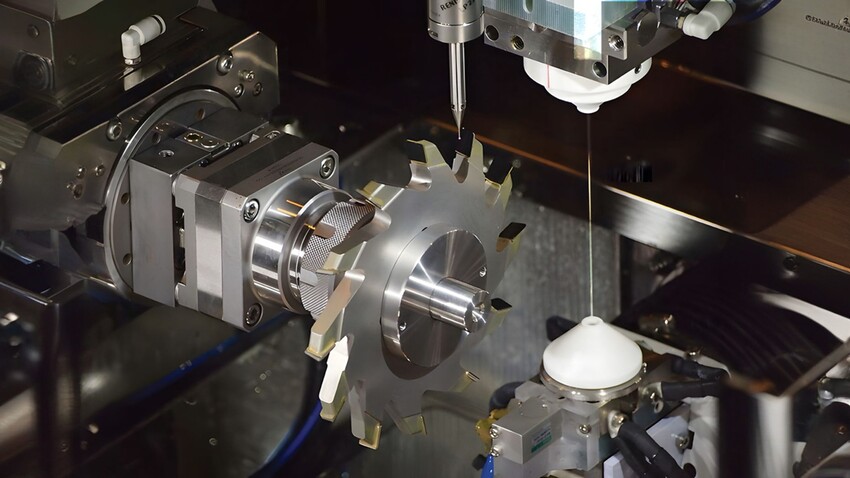
EDM machines utilize a thin metal wire between two diamond guides to make precise cut lines by melting or vaporizing the metal workpiece until the wire passes through the workpiece completely. One guide stands above the workpiece while the other sits below it.
The programmed CNC instructions move these guides along the X and Y axis. Besides, the wire electrical discharge machining process creates more complex cuts since the upper guide can move along other axes. Hence, the procedure may be ideal for fabricating parts that are difficult to achieve with conventional machining methods as long as they are electrically conductive.
Typical wire EDM components include metal cutting tool, dielectric medium, power supply, electrodes, and cutting wires made with brass, zinc-coating or diffusion annealing. Wire EDM is best suited for cutting graphite, brass, aluminum, and other hard materials like titanium and steel.
Benefits and Limitations of Wire EDM
The expected wire EDM benefits include:
- Wire cutting is a single-stage metal fabrication process that leaves no burrs or distortion on the workpiece.
- It is a continuous manufacturing process with little or no interruption.
- The wire EDM process is highly versatile and can cut different materials.
- This process delivers precise and accurate cuts required to achieve complex geometries and tight tolerances.
Limitations
- The wire EDM machine has high upfront costs and maintenance costs.
- This process is only compatible with electrically conductive metal.
- Parts fabricated with wire EDM process may require post-processing operations, which may attract additional costs.
Common Wire EDM Applications
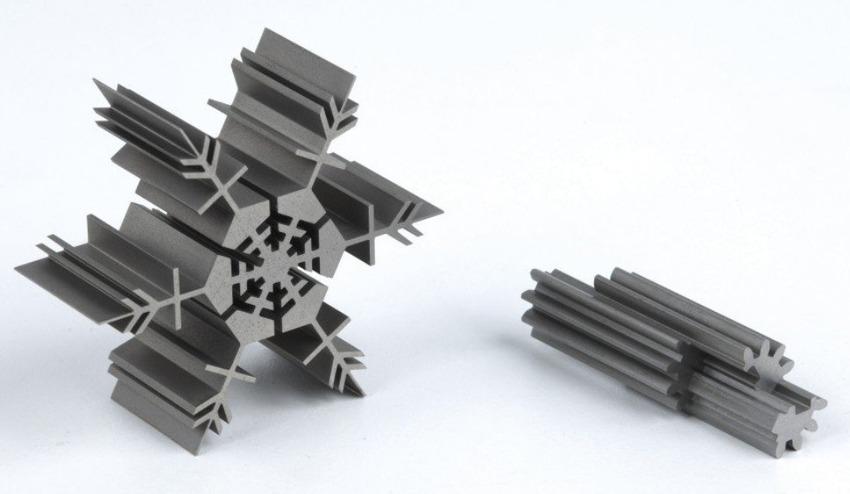
Most machinists prefer Wire EDM to traditional machining processes to ordinary machining because it can cut very thick, hard metal plates. Wire EDM prevents workpiece deformation and produces an excellent surface finish. Here are some of the typical applications of wire EDM:
- Tight-tolerance parts
- Thick plates
- Extrusion dies
- Blanking punches
- Medical and dental devices
- Automotive and aerospace parts
- Graphite electrodes for sinker EDM
- Parts where burrs are unacceptable
- Thin parts that are likely to break during conventional machining
How is Sinker EDM Different from Wire EDM

Even though sinker EDM and wire EDM techniques are from the same class of non-traditional machining techniques, they have unique differences that set them aside from each other. We’ll explore these differences under the following subheadings:
Cutting Process
Sinker EDM employs a custom-made electrode similar to the intended product’s 3D profile or shape, which is then pressed into the workpiece to cut out the preferred shape. It generates a series of sparks between the tool and the workpiece to melt or vaporize the metal piece.
Conversely, wire EDM utilizes a thin wire electrode that cuts through the material, shaping it to the desired structure. The thin metal wire makes electric sparks that vaporize the metal workpiece.
Precision
Although both EDM technologies offer incredibly high levels of precision and accuracy, wire EDM process delivers more precise cuts suitable for producing parts with strict precision and tolerance requirements. Sinker EDM is particularly suitable for machining hard metals that are difficult to cut using traditional processes.
Machining Speed
Machinists first generate a custom die in sinker EDM to suit the part fabrication, especially for machining complex structures. The wire EDM cuts the workpiece with a simple thin, thread-like wire. As such, wire EDM is a faster and less time-consuming manufacturing technique.
Machining Functionalities
Sinker EDM is more suitable for complex 3D contouring, deburring, drilling, finishing, etc. Meanwhile, wire EDM is best suited for sample preparation, 2D and high-precision profile cutting, precise shape cutting, sharp corners, and intricate contours.
Sinker EDM machines can begin cutting a workpiece from any angle, unlike wire EDM machines, which only begin workpiece machining from the edges. Hence, sinker EDM is best suited for making cavities or holes not initially present in the bottom end of the material.
Helpful Considerations for Choosing Between Sinker and Wire EDM
Having discussed the differences between sinker EDM and wire EDM, they obviously have great similarities because they are common types of electrical discharge machining. However, which one best matches your fabrication needs?
You must examine your manufacturing needs to choose between these techniques. Unlike wire EDM, which is suitable for smaller components fabrications with high precision standards, sinker EDM is more compatible with creating dies and injection molds and other manufacturing methods.
Below are expert considerations for determining the ideal EDM process for your design:
- Part Geometry and Shape: Sinker EDM is best suited for fabricating molds, dies, and deep cavities with intricate geometries.
- Material Type and Thickness: If you need to machine rigid and tough materials like titanium and steel, sinker EDM is the best option. Wire-cut EDM is more compatible with thinner material.
- Surface Finishing: Wire EDM machines are unlike sinker EDMs in terms of surface finish. The former leaves a smoother, finer finish compared to the latter.
- Volume Production: Wire EDM is a faster and more efficient production process than sinker EDM. Hence, it is your go-to choice for high-scale production runs.
- Manufacturing Costs: The wire EDM process is your best option whenever you are on a strict budget and need a less costly machining process. It is cheaper than the sinker EDM process.
Conclusion

Sinker and wire EDM are widely popular unconventional machining processes with various industry applications. These processes offer various innovative manufacturing capabilities that facilitate the creation of highly intricate structures and features. Understanding these EDM processes’ working principles and differences is essential to achieve peak benefits.
AT-Machining is a top rapid manufacturing expert with years of experience in CNC machining, EDM, die casting, sheet metal fabrication, injection molding and 3D printing techniques. Our experts have in-depth knowledge of these technologies and can guarantee precise and accurate fabrication of designs according to the client’s specifications. Our experts leverage our modern CNC facilities to deliver top-notch sinker EDM services for your fabrications. Don’t hesitate to contact us today; let’s discuss your next EDM project!
