 跳到内容
跳到内容 
The Advantages of Boring Machining

Superior Accuracy: Boring Machining allows for the precise machining of holes in various materials. While typical drilling processes can achieve an accuracy of up to 0.02 inches, boring operations can achieve accuracies of up to 0.0005 inches. That’s an incredible 40 times more precise than standard drilling operations.
Better Surface Finish: Boring Machining offers improved surface finishes. This process can achieve a surface finish of up to 32 micro inches (Ra value), significantly smoother than many other machining methods.
Versatility: Boring Machining can be used on a wide range of materials, from common metals like steel and aluminum to softer materials like wood and plastic. It’s not just limited to round holes either – with the right tooling, you can get machine slots, grooves, and keyways.
Customizable Hole Sizes: Unlike other machining processes that rely on standard drill bit sizes, Boring Machining allows for creating custom-sized holes. This is crucial in applications that demand unique specifications or high precision.
Efficiency: With advanced automated boring machines, production times can be significantly reduced. This efficiency can lead to reduced manufacturing costs and faster production times, which is crucial in high-volume industries.
The Disadvantages of Boring Machining

High Equipment Costs: Boring machines, especially those capable of precision machining, can be quite expensive. The investment may be prohibitive for small businesses or for one-off projects.
Requires Skilled Operators: Boring Machining requires a certain level of skill and technical knowledge to ensure the operation is performed accurately and efficiently. This means companies must invest in skilled labor or training, which adds to the overall cost.
Limited to Existing Holes: Unlike drilling or milling, Boring Machining is limited to refining existing holes. If you need to create a new hole from scratch, you’ll need to drill first before you can use a boring machine.
Time-Consuming for Small Operations: For large-scale productions, the efficiency of boring machines offsets their initial setup time. However, the time required to set up the machine for smaller operations or unique pieces can be more significant compared to other machining methods.
Risk of Tool Deflection: In deep hole boring, tool deflection is risky, particularly if the boring bar is not rigid enough. This can lead to inaccuracies in the hole diameter or concentricity.
How Does Boring Machining Work?
The boring machining process typically unfolds on a lathe or CNC milling machine, both of which deploy a specialized boring tool known as a boring bar, fitted with an apt cutting insert. Importantly, an initial hole birthed by drilling or casting methods is a prerequisite for the boring operation.
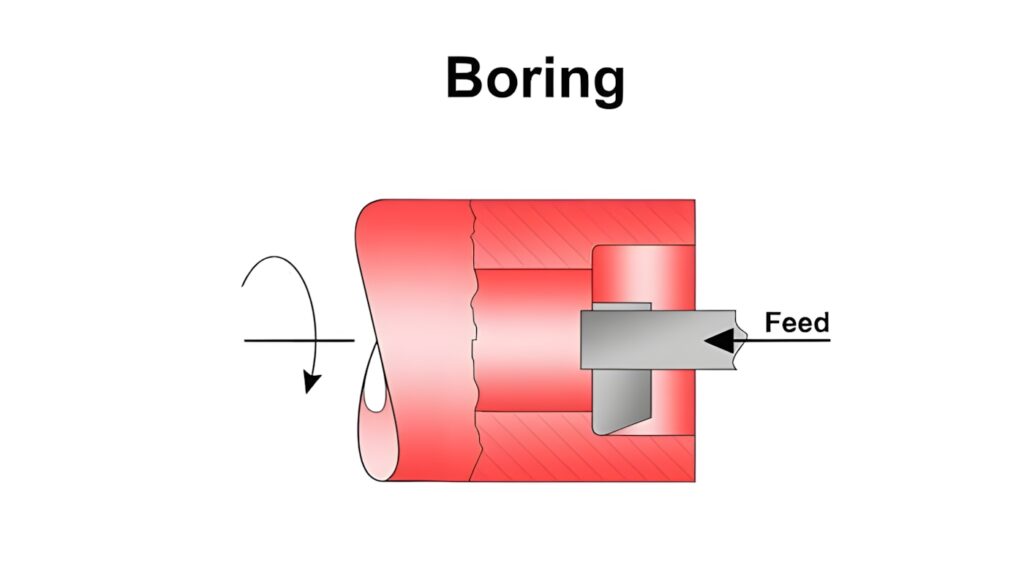
In a lathe-based boring scenario, the head of the boring bar is inserted into the pre-cast hole. The lathe then rotates the workpiece while the stationary boring tool trims the hole’s inner edges, successively broadening it. On the other hand, with a milling machine, the workpiece stays stationary while the spinning boring tool enlarges the hole.
Regardless of the equipment used, the boring principle remains consistent—the boring tool interacts with the workpiece to gradually augment the hole’s size until the specified dimensions and desired surface finish are achieved.

Types of Boring Machines
Horizontal Boring Machine: This machine is designed to bore holes horizontally. It has a horizontally aligned spindle, which holds the boring tool. These machines are often used for large workpieces and are great for applications that require high precision.

Vertical Boring Machine: Unlike its horizontal counterpart, the vertical boring machine bores holes vertically. The workpiece is usually placed on a rotary table, with the boring tool cutting from top to bottom. This machine is ideal for machining large, heavy workpieces.
Floor Boring Machine: A floor boring machine is a large device allowing massive parts to be boring. The workpiece is typically placed on the floor, with the boring tool set on a movable column. It’s highly valuable in heavy industries such as shipbuilding and large equipment manufacturing.
Jig Boring Machine: This machine is used for boring holes with high accuracy and finish. Jig boring machines are typically used to produce jigs and fixtures, ensuring the accurate alignment of multiple holes.

With 30 years of CNC experience, Sam is dedicated to solving complex design and machining challenges, ensuring precision and efficiency for every customer project.
[email protected]Best Practice for Boring Machining
Use boring instead of drilling for precision holes; boring typically improves roundness and concentricity by 30–50% compared with standard twist drills.
Contact Our CNC Machining ExpertCNC Boring Machine: These computer-controlled machines provide automated, precise, and high-speed boring. The use of computer programming allows for highly accurate and repeatable results, making them ideal for mass-production applications.
Line Boring Machine: Line boring machines are used for enlarging a hole already cast or drilled. They are commonly used in the heavy machinery industry to manufacture large parts, such as engine blocks and gearboxes.
Types of Boring Process
The boring process employs a range of Boring Machines and specialized tools. Let’s delve into some of the primary types of boring methods in machining:
Line Boring
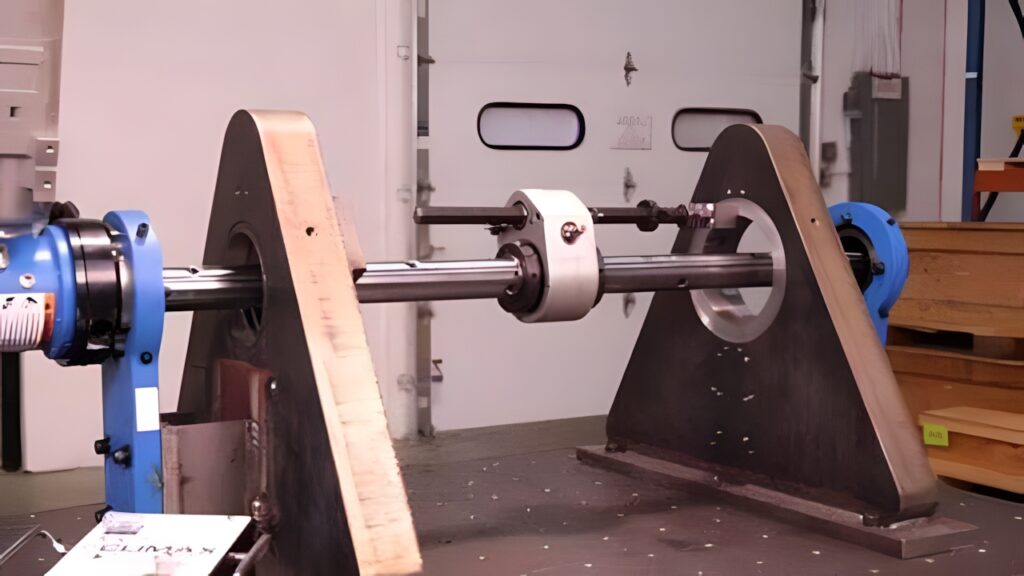
This process aligns or straightens the bores on objects like engine blocks. The boring bar is supported on both ends and a set of cutters that are adjustable to the required size are placed in the middle. It can also be used to correct or create cylindrical bores in large equipment such as those found in heavy machinery, turbines, or engines.
Back Boring
Back boring is when we start enlarging the hole from its backside and moving toward the front. It is usually used when the back part of the hole needs to be wider than the front or if the hole’s back part needs a special shape or a wider section (a counterbore). A typical example of this process is in making guns. For guns, the back part of the barrel is made wider to form a ‘forcing cone.’ This cone helps to guide the bullet into the barrel smoothly.
Blind Boring
Blind boring is used when the hole doesn’t go all the way through the workpiece. The boring operation is performed from one side and doesn’t break through the other side of the material.
Micro Boring
Micro boring is a precise technique used to make tiny holes accurately in various materials. It involves using specially designed tools that ensure the task is done delicately, resulting in a smooth, precise finish. This method is particularly popular in the medical equipment industry. For instance, devices such as stents, orthopedic screws, and dental implants often need tiny holes or channels. Microboring provides the perfect solution for creating these intricate features.
Vertical and Horizontal Boring
Vertical boring is often used in machining large, heavy workpieces like turbine casings, where the piece is easier to handle when placed on a horizontal surface. Horizontal boring, on the other hand, is often used in long workpieces such as gun barrels or large pipes, where gravity can assist in the machining process.
The Challenges For Boring in Machining
Boring in machining, while an essential process, comes with its own challenges. Here are some of the common issues that operators may encounter:
Vibration
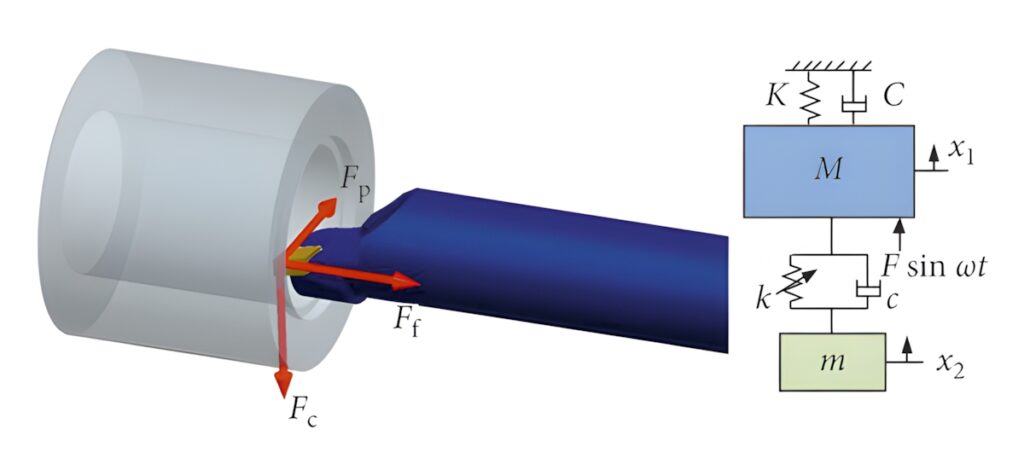
This is a common issue when using long boring bar. As the length of the tool increases, so does the likelihood of vibration, which can impact the quality of the machining process, causing inaccuracies and leaving a rough finish on the bored hole. Using a stiffer tool or adjusting the cutting parameters may help to mitigate this problem.
Tool Deflection
Similar to vibration, tool deflection can occur during boring operations, particularly when the depth-to-diameter ratio of the hole increases. This can lead to dimensional inaccuracies in the bored hole. Deflection can be minimized by using a tool with a larger diameter or by reducing the feed rate and depth of cut.
Maintaining Concentricity
A key aim in Boring Machining is preserving the concentricity of the original hole during the boring process. Achieving this, especially in deep holes, presents challenges. The workpiece setup and the alignment of the boring bar must be meticulously accurate to uphold this essential concentricity.

Tracy is a sales manager with 18 years of experience in CNC machining, specializing in precision components and client solutions.
[email protected]Best Practice for Boring Machining
Control spindle speed carefully; excessive RPM amplifies vibration in deep bores, degrading surface finish even when feed rates remain conservative.
Contact Our CNC Machining ExpertMachine Wear and Tear
Over time, the repetitive nature of the boring process can cause wear and tear on the boring machine, which can result in a decrease in performance and accuracy. Regular machine maintenance is crucial to prevent this issue.
Achieving the Desired Surface Finish
The desired surface finish of the bored hole may vary depending on the application. Achieving a particularly smooth finish can be challenging, as it requires careful control of the cutting parameters and may also require the use of specialized boring tools or subsequent finishing processes.
Heat Generation
Like all machining processes, boring generates heat. If not properly managed, the heat can cause damage to the cutting tool and affect the workpiece’s dimensional accuracy. Using appropriate cutting fluids and optimizing cutting parameters can help to manage heat generation.
Expert Tips: Enhancing Efficiency and Precision in Boring Machining
Indeed, enhancing efficiency and precision in Boring Machining can make a substantial difference in the quality of the end product. Here are some of our suggestions:
Select the Right Tools
Make sure you’re using the right cutting tools for the material you’re working with. Different materials will react differently to different cutting tools, and choosing the right one can significantly improve efficiency and precision.
Optimize Cutting Parameters
The cutting speed, feed rate, and depth of cut need to be optimized based on the material and the job’s specific requirements. Correct parameters can reduce tool wear, minimize the chance of errors, and increase efficiency.
Adhere to a Short, Stiff Setup
The shorter and more rigid the boring bar is, the less chance there is for vibration or deflection. This helps improve the accuracy and finish of the bored hole.
Maintain Equipment Regularly
Regular maintenance can keep your boring machine operating at peak efficiency and precision. This includes cleaning, lubrication, and checking for wear and tear.
Use High-Quality Coolant
A high-quality coolant reduces heat and can improve the surface finish and prolong the life of the cutting tool.
Boring Machining Vs. Other Machining Processes
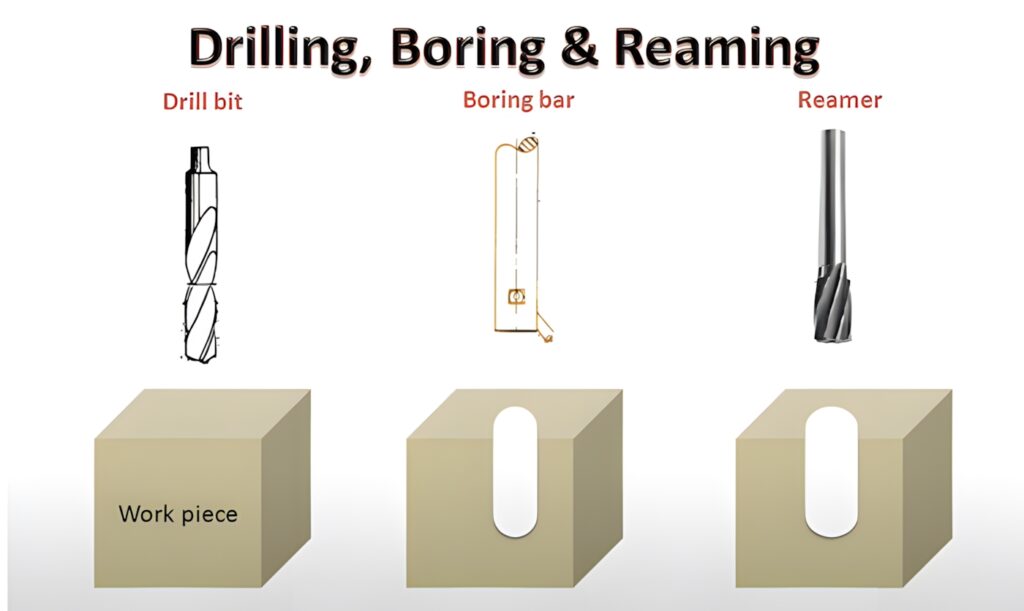
It’s important to understand how boring machining compares with other machining processes. Here’s a comparison with drilling, reaming, and milling, which are also common hole-making and refining processes:
| Boring Machining | Drilling | Reaming | Milling | |
|---|---|---|---|---|
| Precision | Higher (up to 0.0005 inches) | Lower (up to 0.02 inches) | Higher (up to 0.001 inches) | Lower (up to 0.01 inches) |
| Surface Finish | Smoother (~32 micro inches) | Rougher (~125 micro inches) | Smoother (~63 micro inches) | Rougher (~125 micro inches) |
| Process | Enlarges and refines existing holes | Creates new holes | Enlarges and refines holes by a small amount | Can create new holes and other features |
| Tooling Complexity | Higher | Lower | Lower | Higher (due to versatility) |
| Required Skill Level | Higher | Lower | Medium | Higher (due to versatility) |
Conclusion
In conclusion, Boring Machining is a versatile and essential process in the manufacturing industry, holding a unique niche for enlarging and refining pre-existing holes with high precision and smooth finishes.
However, like any process, it comes with its set of challenges, such as vibration, tool deflection, and maintaining concentricity. Despite these, these challenges can be mitigated with the correct setup, tooling, and careful planning.
It’s also crucial to remember that boring machining doesn’t operate in isolation. Its efficiency and precision are often a result of it complementing other machining processes like drilling, reaming, or milling. Therefore, a comprehensive understanding of Boring Machining can significantly enhance your overall machining and manufacturing proficiency.
AT-Machining Boring Machining Experience
At AT-Machining, our extensive experience in Boring Machining has allowed us to serve various industries with exceptional precision and quality. Specializing in 3 to 5-axis CNC milling, CNC turning, and Swiss lathe machining, our dedicated and skilled team can achieve tolerances up to +/- 0.0002 in. (±0.005mm) in our boring processes.

From automotive to aerospace, medical to marine, our high-precision boring machining capabilities cater to diverse sectors, efficiently working with various metal and plastic materials.
Our ability to manage both prototype and mass-production volumes ensures we can meet different customer needs. Coupled with our secondary services, we strive to provide comprehensive, one-stop solutions to our clients around the globe.
FAQ
What tools are commonly used in Boring Machining, and how does the choice of tool affect the outcome?
In Boring Machining, common tools include single-point cutting tools or boring bars. Tool choice greatly affects the outcome. Material, coating, and geometry of the tool can impact cutting speed, feed rate, and cut depth, ultimately influencing the boring operation’s precision, surface finish, and overall productivity.
What are some practical applications where Boring Machining is particularly beneficial?
Boring Machining shines in applications requiring high precision and superior surface finish. It’s especially beneficial in industries such as automotive for engine cylinders, aerospace for turbine casings, and manufacturing of complex machinery. Furthermore, it’s advantageous in medical device production where intricate, precision holes are necessary.
What types of materials can be effectively machined using Boring Machining?
Boring Machining can effectively handle a variety of materials. These include common metals like steel, aluminum, and brass, harder alloys like titanium, and various types of plastic such as ABS and PEEK. It’s also used for certain composites and, less frequently, for hardwoods in industrial settings.
