 跳到内容
跳到内容 
An Introduction to Wire Electrical Discharge Machining (EDM)
Wire electrical discharge machining (EDM), like other EDM techniques, employs an electrically charged wire immersed in dielectric fluid to cut and shape conductive materials accurately. Differing from methods that use a shaped electrode, wire EDM introduces a thin copper or brass wire, guiding it along the specified trajectory to erode the material. As the electrical discharges initiate the melting or vaporization of the workpiece, the wire traverses a CNC-programmed path, crafting intricate profiles.
Wire EDM boasts exceptional accuracy and can produce minuscule, tight radii corners without exerting mechanical force. This method is paramount for machining fragile components and hardened metals, which might be challenging with conventional manufacturing techniques. The non-contact nature of wire EDM ensures the absence of tool wear and potential deformations.
The Mechanics of Wire EDM Cutting
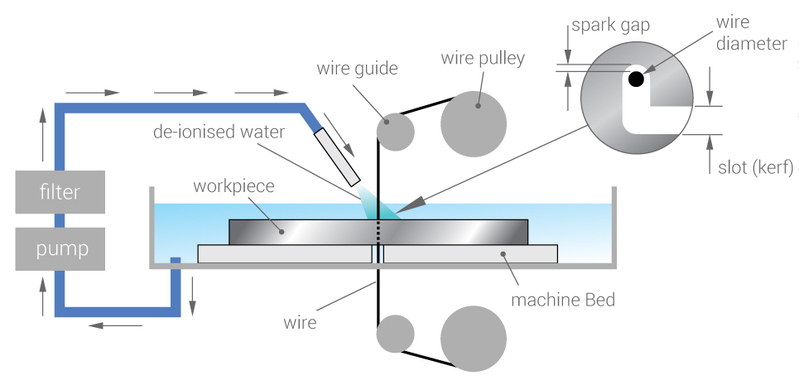
Wire EDM cutting process employs a slender single-strand metal wire, predominantly brass or copper, as the primary tool electrode to navigate conductive materials. This wire electrode methodically advances through the workpiece while immersed in a tank filled with dielectric fluid, mainly deionized water. This fluid not only insulates the wire from the workpiece but also aids in debris removal.
The wire connects to a negative terminal and the workpiece to a positive one. An electrical field emerges after applying a potent voltage across the minuscule gap between them. When this voltage hits a critical threshold, sparks, characteristic of spark machining, leap across the gap, vaporizing minute metal fragments.
These sparks, inherent to the wire EDM process, facilitate the melting or erosion of the workpiece in the wire’s trajectory. This allows the wire to penetrate the material without any direct contact. A CNC system meticulously steers the wire across the X and Y axes, crafting the intended shape reminiscent of a band saw’s operation.
A servomechanism ensures a consistent gap between the wire and the workpiece as the wire adheres to its programmed path. The continuous flow of deionized water through this gap performs dual roles: debris removal and wire cooling. The fine wire and precision control synergy empower wire EDM to carve intricate contours with unmatched accuracy and detail.
Components of a Wire EDM Machines
A typical Wire EDM machine comprises several key components:
Wire: In wire EDM machines, the thin metallic wire, typically brass or copper, serves as the primary tool electrode. This vital component erodes the workpiece during its movement, achieving the target shape. Wire diameters generally range from 0.02 to 0.33 mm, with the optimal diameter being determined by the intricacy of the design and the desired finish.
Power Supply: This component supplies the electrical voltage between the wire and the workpiece in the wire EDM machine, producing the sparks essential for cutting. Power supplies can deliver up to 300 amps at voltages ranging between 30-300 volts. A higher power supply translates to quicker cutting times.
Dielectric Fluid: Predominantly deionized water serves a dual purpose in a wire EDM machine. It acts as an insulator between the wire and workpiece and simultaneously flushes away the debris. Ensuring the right resistivity and flow is paramount for achieving precision in cutting.
Servo Motors: These motors in the wire EDM machine dictate the wire’s movement across the X, Y, and Z axes, adhering to the set path. Exceptionally accurate servo controls are imperative to sustain the ideal spark gap between 0.025-0.05 mm, separating the wire and workpiece.
CNC System: Guides the full motion of the wire and optimizes all cutting parameters like voltage, speed, flow rate. The CNC program determines the shapes, angles, radii and finish.
Workpiece Fixturing: Secure and precise fixturing allows proper alignment and prevents any workpiece movement during cutting. Most critical for precision parts.
Wire Guides: The wire EDM machine’s upper and lower precision guides, typically made of diamond or brass, play a pivotal role in maintaining wire positioning and tolerances. They are integral in averting wire deflection or potential breakage.
Advantages of Wire EDM Cut
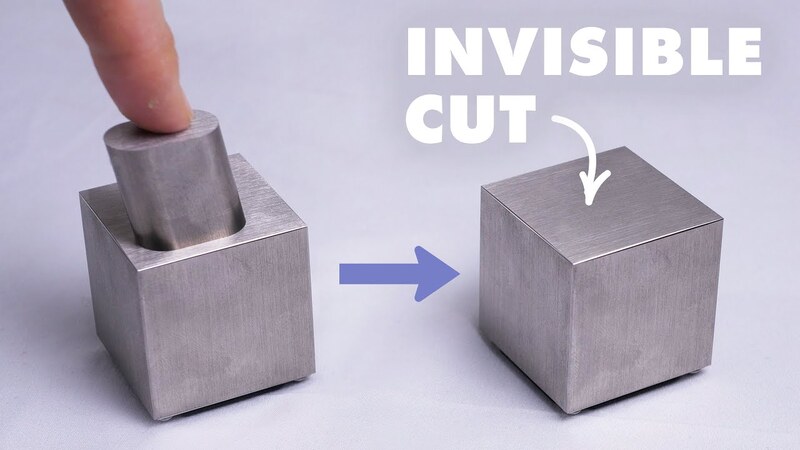
Complex Shapes: The thin single-strand wire, coupled with CNC control, can produce extremely intricate 2D profiles and 3D shapes with tight internal radii and details. Wire as small as 0.02 mm can erode very fine details. No tool access limitations.
Accuracy and Repeatability: Machine accuracies reach 0.00004″ (0.001mm) or better, with repeatability around 0.00008″ (0.002mm). This is due to precise servo control of the wire and advanced power supplies that regulate the electrical discharges.
No Cutting Forces: Eliminating physical cutting forces allows wire EDM to machine delicate or fragile parts without distortion, cracks, or feature damage. Parts can be cut directly in the hardened state without geometric changes.
Low Heat Affected Zone: The heat from the closely controlled electrical sparks is highly concentrated on a very small zone. This prevents damage to adjacent surfaces or distortion from excess heat.
Machining Hardened Metals: The EDM process effectively cuts hard metals over 60 HRC that cannot be machined by other methods. Carbides, tools steels, and exotics with high hardness are ideal applications.
Burr-Free Cuts: The continuously moving wire produces an accurate, burr-free finish. No additional deburring or cleanup is required. The process yields excellent edge quality.
Unattended Operation: Wire EDM provides highly reliable automated operation that only requires initial setup and programming. The CNC system can run overnight or over weekends.
Limitations of EDM Wire Cutting

Electrically Conductive Materials Only: The workpiece must be electrically conductive, which excludes cutting insulators like plastics, wood, glass and ceramics. This significantly limits materials compared to other processes.
Slower Material Removal Rates: Wire EDM is slower at removing material than milling, turning, and grinding. Typical cutting speed range from 1-10 square inches per hour based on material and parameters. Complex parts can take many hours.
Line-of-Sight Cutting: The wire must continuously feed through the full contour path without interruption. Complex 3D shapes often require multiple setups and cuts from different angles.
Power Consumption: Wire EDM has high electrical power demand, often 10 times higher than machining methods. This results in significantly higher operating costs.
Dielectric Fluid Maintenance: Deionized water requires regular maintenance to filter debris, check resistivity, and prevent potential wire breaks. Proper fluid maintenance is critical for cut precision.
Other limitations include wire changes/threading, line width restrictions from wire size, limitations on tall parts, and the distinctive EDM surface finish.
Wire EDM Machining vs. Conventional EDM Machining
While both methods rely on electrical discharges, they differ in execution. Conventional EDM uses shaped electrodes, while Wire EDM uses a thin wire. Wire EDM is often faster, more accurate, and suitable for intricate designs compared to its conventional counterpart.
| Feature/Aspect | Wire EDM | Conventional EDM |
|---|---|---|
| Electrode Type | Thin wire, usually made of brass or tungsten. | Shaped electrodes, often made of graphite or copper. |
| Application | Best for cutting intricate patterns and shapes. | Ideal for creating molds, dies, and cavities. |
| Electrode Wear | Minimal wear since the wire is continuously fed. | Electrode can wear down and may need replacement. |
| Surface Finish | Generally smoother due to consistent wire feed. | Can vary based on electrode wear and material. |
| Cutting Thickness | Can cut very thick materials due to wire tension. | Depth is limited by the size and shape of the electrode. |
| Material Waste | Minimal waste due to thin cuts. | Can be more wasteful depending on electrode size. |
| Setup Time | Faster setup for cutting operations. | Might require more time for complex mold setups. |
| Process Type | Continuous, with wire being constantly fed. | Intermittent, based on electrode shape and wear. |
| Cost | Generally lower operational costs due to wire feed. | Can be higher due to electrode manufacturing and replacement. |
Metals Suitable for Wire EDM Machining

Aluminum: All aluminum alloys can be cut by wire EDM, providing smooth surface finishes while avoiding the rapid tool wear caused by machining. It is best suited for less complex aluminum part shapes.
Titanium: Titanium and its alloys like Ti-6Al-4V are readily machined by wire EDM, which prevents the stresses that lead to work hardening when conventionally machining titanium.
Steel: Wire EDM can cut all types of steel, from soft low carbon steels to the hardest alloy tool steels above 60 HRC. This enables intricate cuts in hardened tool steel not otherwise possible.
Brass: Free-machining brass alloys are easily cut by wire EDM with good accuracy and surface finish. The non-contact process avoids work hardening of the malleable brass.
Carbides: All forms of carbide – tungsten, silicon, boron – are commonly cut by wire EDM due to their extreme hardness making conventional machining impractical.
In general, EDM can cut any electrically conductive metal effectively. But it excels at harder alloys prone to tool wear, warping, or cracking when machined conventionally. The non-contact process avoids mechanical stresses while providing burr-free cuts.
Key Industries Benefiting from Wire EDM Machining
Aerospace
In aerospace, wire EDM is routinely used to cut extremely intricate shapes in turbine blades, fuel nozzles, and other components from difficult-to-machine superalloys like Inconel and Waspaloy. The EDM process can handle complex 3D cooling hole patterns and airfoil profiles with tight tolerances that are impossible with conventional machining methods. EDM minimizes distortion in delicate aerospace parts.
Medical
Medical device production, like stents, orthopaedic implants, surgical cutting tools, and biopsy components, involves challenging biocompatible metals. Wire EDM provides top precision machining capabilities to manufacture these intricate parts from materials like stainless steel, Nitinol, and titanium with tight tolerances. It offers accuracy down to 0.001″ on delicate features.
Automotive
In automotive, wire EDM is commonly utilized to manufacture fuel injector nozzles, metal stamping dies, injection moulds, and engine components from hardened steel alloys. It can produce the most challenging geometries and tight-tolerance features needed for these applications with superior finish and reliability compared to traditional machining approaches.
Tool & Die
For mould and die makers, wire EDM is the most common process for manufacturing complex core, cavity, and shear surfaces from tough tool steel over 60 HRC. The shapes and tolerances required in tool and die components are often only feasible with wire EDM’s fine precision machining capabilities.
Electronics
Wire EDM provides exceptional capabilities for electronics applications to accurately and efficiently cut small conductive components, contacts, connectors and enclosures from challenging metals and alloys. It offers extremely tight tolerances down to 0.001″, smooth edge quality, and burr-free cuts that meet the stringent requirements of electronics manufacturing.
Choosing the Right Wire EDM Service Provider

Factors to Consider When Opting for Wire EDM
When selecting a wire EDM shop, key factors to consider include capabilities, experience, accuracy/tolerance capabilities, material options, capacity, lead times, cost, and reputation. Look for expertise in your specific application area like aerospace, medical, or tool & die. Seek qualified shops proven to handle small delicate parts to large production runs with expertise.
The Role of AT-Machining in Delivering Quality Wire EDM Services
Boasting over 15 years in the realm of wire EDM, AT-Machining stands as a beacon among wire EDM machine manufacturers. We offer top-tier wire-cutting services, consistently producing parts that excel in tolerance, edge quality, and surface finish. Our profound expertise in aerospace and medical device sectors ensures the efficient and high-quality crafting of intricate components, even in exotic alloys. Committed to innovation, AT-Machining harnesses the power of the latest Makino wire EDM technology and Fanuc CNC controls, ensuring our customers benefit from unparalleled precision machining capabilities.
Conclusion
In the realm of precision machining, Wire EDM emerges as a game-changer. From its ability to handle intricate designs in the aerospace sector to crafting minute components in the electronics industry, its applications are vast and varied. As we’ve explored, factors like electrode wear, material waste, and setup time underscore its efficiency. And with industry leaders like AT-Machining championing its capabilities, it’s evident that Wire EDM is not just a choice but a necessity for tasks demanding unparalleled precision. If precision, efficiency, and reliability are what you seek, Wire EDM cutting is the solution to consider.
FAQ
EDM v.s. Laser Cutting, Which Is Better?
EDM and Laser Cutting both offer precision, but their suitability varies. EDM excels with electrically conductive materials and intricate designs, while Laser Cutting is versatile, faster, and suitable for a broader range of materials. The best choice depends on project specifics and material type.
Why Is Deionized Water Used in Wire Cut EDM?
Deionized water in Wire Cut EDM acts as a dielectric fluid, preventing premature electrical discharges. It also cools the process, flushes away cut particles, and enhances cutting precision. Its deionized nature ensures controlled, efficient electrical discharges between the wire and workpiece.
Is Wire EDM Suitable for Large-Scale Production?
Yes, Wire EDM is suitable for large-scale production. While often associated with intricate designs and prototypes, its high precision and consistency make it ideal for mass production, especially when uniformity and tight tolerances are paramount across numerous parts.
What Materials Can’t Be Cut Using Wire EDM?
Wire EDM requires materials to be electrically conductive. Thus, non-conductive materials like ceramics, glass, and certain plastics can’t be cut using Wire EDM. Additionally, highly insulating composites and some non-metallic substances are unsuitable for this method.
