 跳到内容
跳到内容 
What Is Swiss Machining? The Foundation of Precision


To the uninitiated, Swiss turning might look like a standard CNC lathe process. However, the fundamental difference lies in how the workpiece is held and manipulated. In traditional lathes, the raw stock is held in a fixed headstock and rotated while a cutting tool moves against it. In contrast, a Swiss-type lathe—often referred to as a sliding headstock lathe—utilizes a unique mechanism where the metal stock moves through a guide bushing along the longitudinal axis.
The defining characteristic of how Swiss lathes operate is the continuous support provided to the workpiece. Because the material is supported mere millimeters from the tool, the physical phenomenon of deflection is virtually eliminated. In modern manufacturing, this allows engineers to produce intricate components with extreme length-to-diameter (L:D) ratios that would otherwise vibrate or bend on a standard lathe.
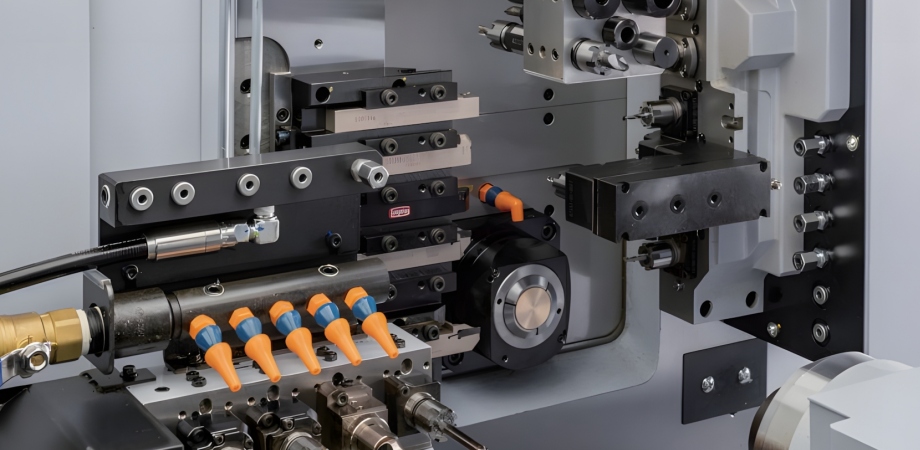
Beyond its mechanical stability, Swiss machine designs represent a leap in multi-tasking capability. Modern machines are equipped with live tooling, subspindles, and multiple tools, allowing them to perform complex machining operations such as milling and cross-drilling simultaneously. This evolution from a specialized “screw machine” to a comprehensive manufacturing center is what makes it indispensable for today’s complex parts.
How a CNC Swiss Lathe Works: The Mechanics of Rigidity

The operational excellence of a Swiss lathe is rooted in its internal architecture. To understand why it produces such high precision results, we must examine the interplay between the sliding headstock, the guide bushing, and the tooling options.
The Essential Role of the Guide Bushing
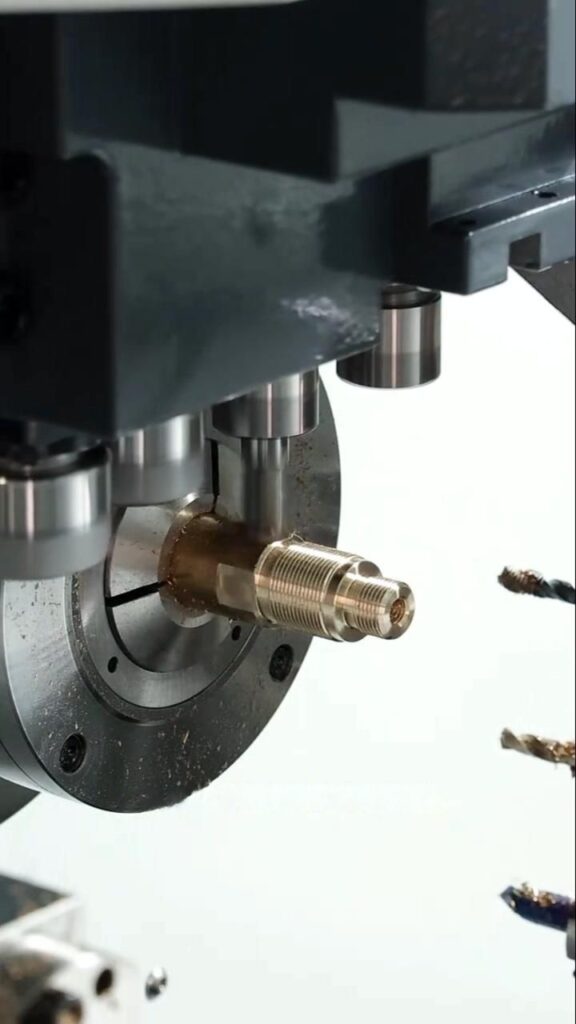
The guide bushing is the heart of the Swiss process. Think of it as a precision-fit steady rest that holds the bar stock as it emerges into the machining zone. In traditional lathes, the further a part extends from the chuck, the more it loses rigidity. In a Swiss type lathe, the part only extends as far as the specific feature being machined. As the feature is completed, the sliding headstock moves the bar forward, exposing a new section of metal stock. This ensures that the cutting force is always applied at the point of maximum support, resulting in superior accuracy.
The Sliding Headstock Mechanism
Unlike fixed headstock lathes, the Swiss headstock moves. It grips the raw stock with a collet and slides along high-precision rails. This movement provides the Z-axis feed. Because the headstock and the bar move together through the bushing, the machine can maintain extreme precision over long distances. This mechanical advantage is why Swiss CNC machining is the primary choice for delicate components like surgical screws or long drive shafts.
Simultaneous Operations and Sub Spindles
Modern Swiss lathes often feature “back-working” capabilities via a sub spindle. Once the primary operations are completed on the main spindle, the sub spindle picks up the part. This allows the machine to perform simultaneous operations, finishing the back-side features while the main spindle begins work on the next piece of bar stock. This overlap drastically reduces cycle times and ensures that a part comes off the machine “dropped complete,” eliminating the need for manual intervention and minimizing the risk of human error during secondary setups.
Swiss Machining vs. Conventional CNC Turning: A Critical Comparison

While both processes involve rotating a workpiece to remove material, the mechanical constraints of each lead to very different outcomes. Choosing the right method is critical for high volume production efficiency.
Rigidity and the Length-to-Diameter (L:D) Ratio
The most significant advantage of Swiss turning is its handling of long, slender machine components. In conventional lathes, any part with a Length-to-Diameter (L:D) ratio greater than 3:1 becomes unstable. However, Swiss lathes operate with ease in the 10:1 to 30:1 range. By providing continuous support, we can machine a needle-thin pin with the same precision as a thick bolt.
Cycle Time and Setup Efficiency
Efficiency in modern manufacturing is measured by “chip-to-chip” time. Traditional lathes often require multiple setups to machine complex components on both ends. Swiss machines, however, utilize an automatic bar feeding system and a bar feeder that allow for continuous production without stopping. Allowing multiple tools to engage the workpiece in a single operation means that even the most intricate parts are completed faster and with less labor.
Precision, Concentricity, and Repeatability
Because the Swiss process eliminates vibration, the resulting surface finish is often superior. While conventional lathes may leave chatter patterns, the Swiss guide bushing dampens harmonics. This results in high precision components that often bypass the need for secondary operations like grinding or polishing. Furthermore, the concentricity between the front and back features is maintained perfectly because the part is transferred between spindles in a single, controlled movement.
Pros and Cons of Swiss-Type Turning
Every manufacturing process has its trade-offs. To provide a balanced perspective, we must look at where the Swiss lathe shines and where it hits its physical limits.
When it Shines:
- Machining Small Parts: For delicate components with diameters as small as 0.5 mm, Swiss is the only viable option.
- Complex Geometries: The ability to perform three dimensional cutting tasks and eccentric drilling in one setup allows for immense design freedom.
- High Volume Production: Designed for “lights-out” manufacturing, making it highly cost effective for large orders once the initial setup is perfected.
When it Doesn’t:
- Large Diameters: Most Swiss machine designs are capped at 32 mm. For larger machine components, a standard lathe or a dedicated mill-turn center is required.
- Heavy Material Removal: Because the machines are optimized for precision and speed on small parts, they lack the massive horsepower and torque of traditional heavy-duty lathes designed for “hogging” large amounts of carbon steel.
- Setup Complexity: The initial setup is more technically demanding and time-consuming. This makes it less ideal for “one-off” simple prototypes where tight tolerances aren’t the primary concern.
When to Choose Swiss Machining: A Decision-Making Framework


Deciding whether to move your project to a Swiss-type lathe involves analyzing several key signals. Understanding these parameters helps in maintaining exact specifications while managing budget constraints.
1. Diameter and Length
If your part is under 32 mm in diameter and its length is more than three times its diameter, Swiss turning is almost certainly the winner. The sliding headstock allows for the machining of parts up to 200 mm to 600 mm long (depending on the machine) while maintaining the straightness that a fixed headstock lathe could never achieve.
2. Tolerance Requirements
If your design calls for tight tolerances (e.g., ±0.005 mm) across a high volume, the stability of the Swiss process ensures a higher yield. The machine’s design minimizes the impact of thermal expansion and tool pressure, leading to higher repeatability over thousands of identical parts.
3. Part Volume and Cost Effectiveness
For orders exceeding 500 to 1,000 units, the automatic bar feeding and reduced cycle times make this the most cost effective route. The machine can run for hours with minimal manual intervention, significantly lowering the labor cost per unit.
4. Part Complexity and Feature Set
Does the part require multiple operations like milling, slotting, and threading on both ends? If so, Swiss machining saves you from the nightmare of multiple setups. The integration of live tooling allows for cross-holes, flats, and hexagonal shapes to be machined while the part is rotating or held stationary by the spindle brake.
Typical Applications and Industries: Where Precision Lives


Swiss CNC machining is the invisible force behind some of the world’s most critical technologies. Its ability to produce high precision components at scale makes it a favorite in several high-stakes sectors.
Medical Devices and Life Sciences
This is the largest sector for technology. It is used to produce bone screws, medical implants, and surgical screws. These intricate parts must be perfectly burr-free and meet exact specifications to ensure patient safety. The ability to machine medical-grade titanium and stainless steel with high surface integrity is a key benefit of swiss machining.
Aerospace and Defense
Aerospace parts must withstand extreme pressures and environmental conditions. Swiss lathes produce aerospace components, firing pins, and defense systems where extreme precision is a requirement. Miniature connector pins and fuel system sensors are often produced on these machines to ensure absolute reliability.
Electronics and Telecommunications
As consumer and industrial electronics shrink, the demand for contact pins, connectors, and sliding parts grows. These are often made from nickel based alloys or specialized copper. The Swiss process handles these delicate components with care, ensuring that wall thicknesses as thin as 0.15 mm remain structurally sound.
Optical Equipment and Precision Timing
High precision housings and adjustment screws for optical equipment and precision timing instruments rely on the micron-level accuracy of the Swiss process. Whether it’s a tiny gear for a luxury watch or a housing for a laser diode, the Swiss type lathe provides the necessary superior accuracy.
Materials for Swiss Machining: Optimizing for the Process
The material you choose impacts both the speed of production and the overall quality. At AT-Machining, we work with a vast spectrum of common materials, each requiring specialized tooling options.
Metals and Alloys
- Stainless Steel (303, 304, 316L): 303 is the “gold standard” for Swiss work due to its free-machining properties. 316L is the preferred choice for medical devices due to its biocompatibility.
- Carbon Steel: Often used for hydraulic fittings and various automotive machine components.
- Nickel Based Alloys: Inconel and Monel, often used in defense systems and aerospace parts, require specialized high-pressure coolant for heat dissipation.
- Titanium: Essential for medical implants but requires expert management of cutting speeds to avoid tool failure.
- Brass and Copper: The best choice for contact pins and electrical connectors due to high conductivity and excellent machinability.
Engineering Plastics
- PEEK and Ultem: High-strength plastics used in aerospace.
- Delrin (POM) and PTFE: Excellent for insulators and medical trials. These materials machine cleanly but require careful monitoring of the guide bushing tension to avoid marking the soft surface.
Technical Note: For the best results, always specify “ground” bar stock. Because the material must slide through a guide bushing, a diameter variation of even 0.02 mm in the raw stock can cause the machine to seize or lose its high precision alignment.
Achievable Tolerances, Surface Finish, and Size Limits
The reputation of Swiss machining is built on its ability to hold extreme precision across millions of parts. When designing for the manufacturing industry, these are the technical benchmarks to consider:
Tolerances
Standard production tolerances on a modern Swiss lathe are typically 0.01 mm. However, for critical features such as bearing fits or valve seats, AT-Machining can achieve tolerances as tight as 0.002 mm through meticulous process control and environmental monitoring.
Surface Finish
The rigidity provided by the guide bushing allows for exceptional surface finishes. An as-machined finish of 0.4 to 0.8 Ra is common. This mirror-like finish often removes the need for secondary operations, which can sometimes round off sharp edges or alter the part’s final dimensions.
Roundness and Runout
Because the part is transferred between the main spindle and the sub spindle without human touch, the concentricity between features on both ends is remarkably high—typically within $0.005$ mm to $0.01$ mm.
Design for Swiss Machining (DFM) Guidelines
To maximize the value of your high-precision project and ensure it is cost-effective, consider these DFM strategies:
- Optimize L:D Ratios: While we can machine at 30:1, keeping the ratio lower reduces tool wear and cycle times.
- Symmetry and Balance: Symmetrical designs are easier to balance at high RPMs, leading to better surface finishes and more identical parts per tool change.
- Thread Standards: Use standard pitches to avoid the cost and lead time of custom thread-whirling tools.
- Corner Breaks and Radii: Designing in small radii (0.1 mm) instead of sharp internal corners will significantly extend the life of the multiple tools used in the process.
- Hole Depths: Limit the depth to 5 times the diameter to ensure proper chip evacuation during complex machining operations, preventing drill breakage.
- GD&T Selection: Use concentricity and coaxiality callouts only where necessary for assembly. Over-specifying these can increase cost without adding functional value.
Conclusion: Partnering with AT-Machining for Success

Swiss machining is more than just a manufacturing process; it is a blend of mechanical engineering and art. It enables the creation of complex components that push the boundaries of science and technology. However, the complexity of the sliding headstock and the guide bushing mechanism means that the expertise of the operator is just as important as the machine itself.
At AT-Machining, located in the heart of the global manufacturing hub, we provide the perfect balance of high precision and cost effective production. Our ISO-certified facility is equipped with the latest Swiss CNC machining technology, and our engineering team is dedicated to providing the DFM feedback you need to bring your project to life.
Whether you are designing the next generation of medical devices, high-performance aerospace components, or microscopic optical equipment, we are here to ensure your parts are produced to your exact specifications, every single time.
Ready to elevate your precision manufacturing?
Contact AT-Machining today for a 24-hour quote and expert technical consultation!
