 Skip to content
Skip to content 
With the many limitations of traditional machining methods, electrical discharge machining has proven to be the alternative for manufacturers. EDM is an efficient and reliable method of removing excess material from a workpiece using thermal energy. Manufacturers turn to this process to manufacture parts that are seemingly impossible or difficult to machine.
Electrical discharge machining has countless applications in industries such as automotive, electronics, aerospace, medicine, food and beverages, stamping, and defense. This article will walk you through how EDM works, its types, and how you can get the best out of it. Let’s get to it!
What is Electrical Discharge Machining?
Electrical Discharge Machining (EDM) is a non-traditional process of manufacturing that uses thermal energy to remove materials from a partially finished product. This is in contrast to the mechanical force used in traditional methods.
This process is sometimes called arc machining or spark machining. Manufacturers often see the EDM equipment as a solution whenever machining procedures like CNC milling and turning fail to provide the desired cuts.
This includes intricate cuts such as a particularly deep cavity or sharp internal corners. EDM is an effective and safer custom machining method for producing several components with critical tolerances. This is because it does not apply cutting pressure or vibrations.

How Does Electrical Discharge Machining Work in EDM Machines?
In an EDM machine, a sequence of repeated rapid electrical discharges between two electrodes removes material from a workpiece. These electrodes are put apart with the help of a dielectric liquid, after which a voltage travels this electric fluid. This dielectric fluid can be either water or oil. You must note that EDM is compatible with only electric conducting materials.
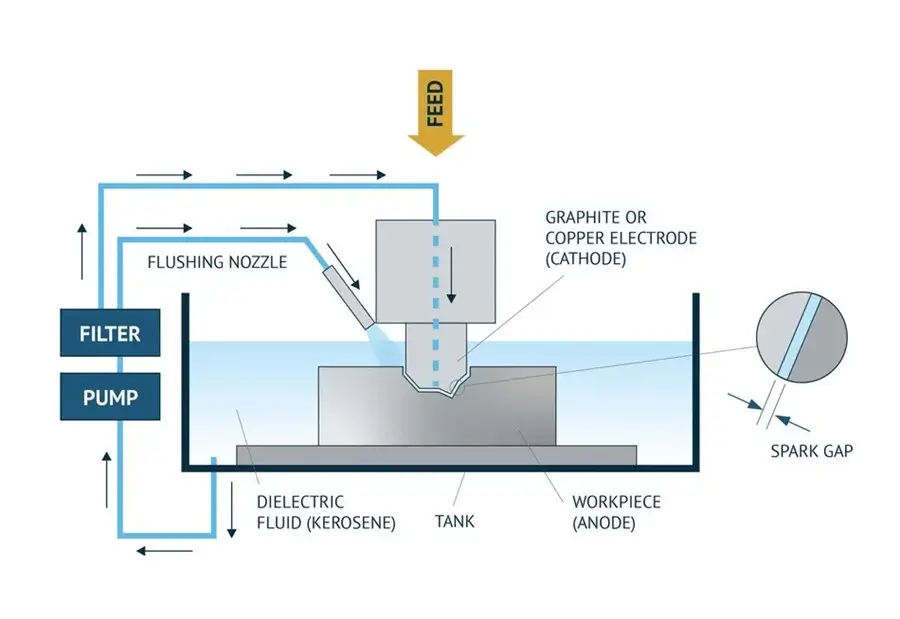
The two electrodes involved in EDM are the “anode” and “cathode.” Each of these electrodes has its function in the process. The anode is the workpiece electrode, and it changes shape to make itself suitable for the role.
At the same time, the cathode performs the tool-electrode functions. The workpiece electrode and the tool electrode must not touch each other during the operations. This process aims to remove materials from the workpiece with supervised electrical discharges to get the desired shape.
Whenever the electrode closes in on the conductive material, the electric field gradually increases. This lasts till it gets to a breakdown volume. The whole electrical discharge process results in intense heating.
This heating causes some parts of the material to melt off (liquid dielectric breakdown). Here, a stable flow of the dielectric fluid assists in getting rid of the excess metal. On the other hand, the liquid acts as a cooling agent during machining.
Types of Electrical Discharge Machining
Wire Cut EDM
Wire Erosion (EDM) is also called wire EDM, wire burning spark eroding, or spark EDM. It is a popular cutting tool in the EDM machining processes that uses thin wires to cut workpieces. The thin wire (light copper or brass) in wire EDM machines represents the electrode, while deionized water is the dielectric fluid in use.
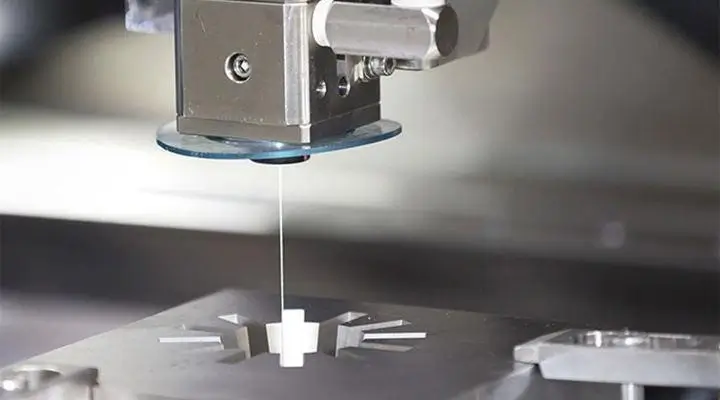
The wire machines allow the unhindered rollout of wire from an automated machine feed through a spool. This is because the workpiece and the wire may impair the electrical discharge. Thus, the cut needs a new discharge channel in the cut. This method is very practical and produces positive results.
Nevertheless, you must make sure the wire passes through the workpiece successfully. The result is two-dimensional cuts in three-dimensional parts, giving you identical results to the traditional CNC machining processes.
Hole Drilling EDM
Hole Drilling EDM facilitates express hole drilling, as the name implies. The electrodes present in hole EDM take the form of a tube. This allows the easy passage of dielectric fluid through the electrodes without hindrances. The small hole drilling EDM works better than most traditional drilling methods.
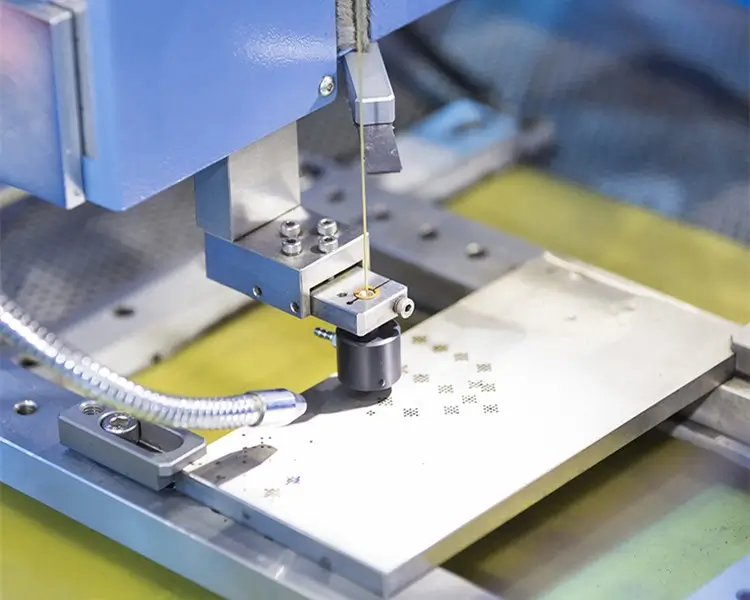
This process cuts with a vibrating cylindrical electrode. The cylindrical electrode travels deeper into the workpiece material while removing the substance. Copper or graphite makes up the electrospray EDM of the electrode. Highly conductive and hard materials such as hardened steel, composite, and titanium are processed using EDM machines.
Unlike the traditional drilling procedures, the hole drilling EDM process makes perfectly tiny and deep holes. It employs the same basic principles present in the die-sinking EDM process. In this case, no matter the degree of hardness or type of metal involved, there is no need for deburring.
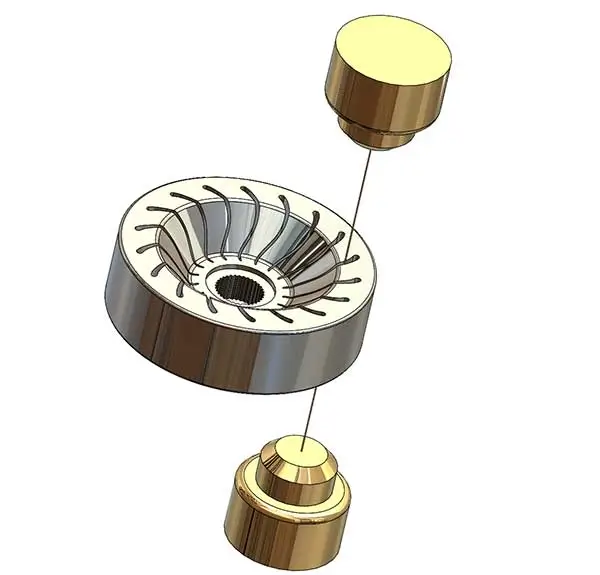
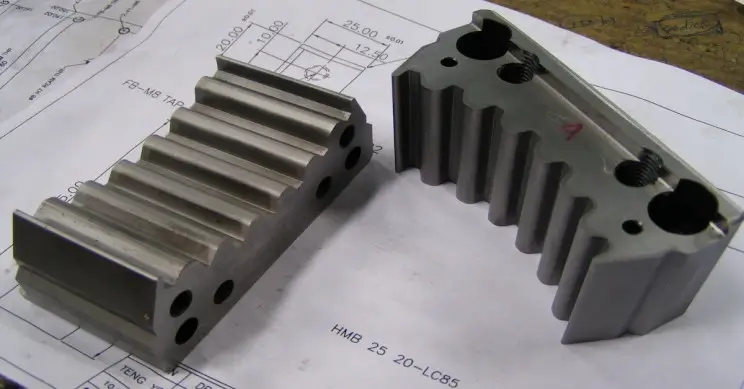
Sinker EDM
This EDM type is also known as Ram EDM, cavity-type EDM, volume EDM, or die sink EDM. It is called conventional EDM because it is one of the earliest EDM processes. It can form complex cavity shapes for several casting applications. Thus, the name – cavity-type EDM.

This method is called sinker EDM because it can produce complex geometries or shapes. Using pre-machined copper or graphite electrodes, this process forms a “positive” of the desired shape.
Pressing the electrode into the workpiece to create a negative of the original material shape comes next. The electrodes sink into metals to create complex 3D shapes, patterns, and holes. However, some components are likely to affect the electrode material in this EDM operation. Therefore, you have to take note of the electrode’s conductivity and its opposition to erosion.
Advantages of Electrical Discharge Machining
EDM as a manufacturing process offers many unique advantages. Some of these benefits include:
Greater Design Freedom
EDM allows manufacturers to cut shapes and depths that may be impossible for the traditional manufacturing processes. These cuts include perfectly squared internal corners and undercuts, creating parts with thin walls. Wire EDM easily cuts thin slots in extrusion dies better than conventional methods.
Micro EDM is the best option when cutting internal corners with very small radii. This technique has the unique capability of creating an inside corner in CNC machining. In addition, many manufacturers rely on this technique to produce non-round openings and cavities in their workpieces. Meanwhile, engineers can create blind and high aspect ratio pockets with sinking EDM.
Distortion-Free Machining
The tools involved in electric discharge machining do not directly come in contact with the workpiece at any point. Hence, the workpiece does not suffer any form of deformation or disfiguration in the process. This is because there are no forces applied to the material. This allows easy machining of fragile parts without the fear of damaging the parts. In addition, the absence of distortion in this process means it achieves a very tight tolerance of about +/- 0.012mm.
High-Quality Surface Finish
EDM creates surfaces with high precision and smooth finishes. Most manufacturers often subscribe to applying this method as an injection molding surface finish. It provides more excellent results than other common traditional surface finish processes.

Precision
Even though EDM has limited efficiency in manufacturing large orders, EDM is an ideal method for manufacturing small parts and prototypes. This is because of its outstanding level of precision. EDM has an excellent application level in the automotive industry and aerospace industry. This is because it can deliver high measurement accuracy levels to create complex engine components.
Work on Hard Material
Most conventional machining methods need to be applied before solidifying the workpiece. Rigid materials like Tungsten carbide, Inconel, and hardened steel may not be easily machined. On the other end, EDM is a method compatible with hard materials. This is one of the essential benefits of the EDM method. It works well with any material available material with great conductivity. In addition, it also prevents any possible deformation from the heat application.
Limitation of Electrical Discharge Machining
Despite its many advantages, there are some drawbacks to applying electric discharge machining. They include the following:
Can Only Machine conductive Materials
Only electrically conductive metals work well with the EDM method. Although this process is stress-free, you must note that the heat treatment may affect the metallurgy of the almost finished product.
Slow Rate of Material Removal
The material removal rate in an EDM machine is pretty slow, unlike the conventional machining processes. The machining process is undoubtedly a high-intensity method. This means that it takes a longer time. As a result, the increase in manufacturing time affects the overall cost. Therefore, EDM is not an efficient application process when it comes to large-scale projects.
More Expensive than Conventional Milling or Turning
The EDM method is more expensive than conventional milling because of its high electricity demand. It creates an extreme carbon footprint, making it less environmentally friendly. Many companies worldwide aim to provide adequate measures to reduce carbon footprints and introduce other methods that demand less electricity. These methods are preferred to EDM operation and are less detrimental to the environment.
Difficulty in Reproducing Sharp Corners on the Workpiece
Since EDM manufacturing depends on electricity and heat to remove the metal, the electrode becomes worn out. Consequently, this affects the electrode wear, mainly deposited in a workpiece’s sharp corners or low surfaces. The reproducing accuracy of the electrode will be affected negatively.
EDM Machining Services Offered by AT Machining

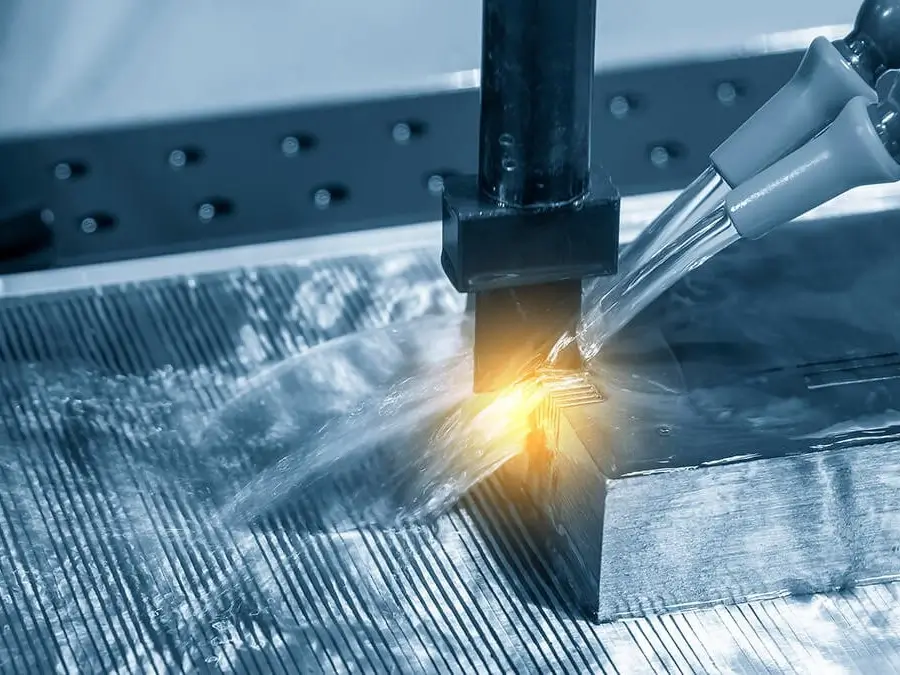
AT Machining is a major machining factory in China that offers top-notch manufacturing services. We provide top-quality electrical discharge machining with capabilities of Wire EDM, Small Hole EDM Drilling, Conventional/sinker EDM, and Water-jet services. Our custom manufacturing services ensure that your project meets the desired specifications.
We have an extensive range of services that cater to the defense, medical, aerospace, commercial, stamping, aeronautical, tool and die, and satellite industries. You’ll find state-of-the-art manufacturing equipment at our company, ensuring that we deliver high-quality parts with a quick turnaround.
FAQs
What Materials Can Be Machined by EDM?
In general, EDM manufacturing works well with all electrically conductive workpiece materials. These electrically conductive materials are solid steel like aluminum, brass, superalloys, and Ti alloys. Resistance to erosion and electrode conductivity are the significant factors affecting electrode material’s option. Although, specific materials such as aerospace grade high-nickel alloys cause machining challenges. However, an alternative is to replace the electrode material or adjust the machining speed.
What Surface Finish Can Be Achieved with EDM Process?
Generally, Electrical discharge machining (EDM) produces a smooth or mirror-like finish. The surface finish for EDM often differs from conventional machining finishes. The cutting processes create a finish with some directionality. The movement of the tool determines the direction of the finish. For instance, more cuts made at a slower pace help produce a remarkable surface finish.
What is the Accuracy of EDM?
Electrical discharge machining tends to work to very tight tolerances of +/- 0.012mm. This is a significant characteristic that makes it applicable in the aerospace and medical industries.
Conclusion
Electrical discharge machining is an effective manufacturing solution for machining applications with high requirements. It is a brilliant method of manufacturing parts with complex shapes and high quality.

Do you have any projects that require EDM processes? Let AT machining help bring your concepts to life. Contact us for immediate engineering support. We provide you with ideal and efficient EDM methods suited to your unique needs.
