 跳到内容
跳到内容 
Overview of Alumina Ceramics
Alumina ceramics known as Aluminum Oxide (Al₂O₃) are robust and hard-wearing technical ceramics with extensive industrial applications. The grades of alumina ceramics are commonly categorized based on their alumna content rating.
These technical ceramics offer a combination of unique properties, including high wear resistance, chemical resistance, decent thermal conductivity, relatively low density, good fracture toughness, biological inertness, remarkable electrical insulation, and surface roughness properties. Alumina ceramics can withstand high temperatures and corrosive and harsh environments.
More particularly, alumina materials exhibit reduced thermal shock resistance because of their relatively large coefficient of thermal expansion. Hence, advanced technical ceramics are best suited to making different mechanical parts for applications requiring high-temperature resistance, including thermocouple protection in high-temperature measurement.
How to Produce Alumina Ceramic
The production of alumina ceramics is a complicated procedure requiring knowledge, adequate experiment, and expertise to fully exploit this advanced ceramic material’s characteristics. Moreover, you must choose an expert alumina injection molding service provider like AT Machining with the capability and know-how to create Alumina suitable for various purposes.
Alumina is made from naturally occurring ore (Bauxite) by implementing the Bayer extraction process. Bauxite’s chemical compound contains both aluminum molecules and oxygen. Aluminum oxide extracted from bauxite looks similar to a regular white powder. For instance, precious gems of sapphire and ruby are other forms of Alumina occurring freely in nature.
Manufacturers produce advanced alumina ceramic by implementing various manufacturing processes, including isostatic processing, extrusion, and injection molding. Machinists use laser machining and precision grinding to finish alumina ceramics. Besides, AT Machining experts produce more complex alumina components with standard machining methods, and alumina can be readily combined with metals or other ceramics through metalizing and brazing techniques.

Manufacturers can shape Alumina to the desired shape in green, biscuit, or fully dense states. Alumina is relatively easy to machine into complex geometries in the biscuit or green form. However, the alumina body shrinks to approximately 20% due to the sintering process necessary to fully densify the material. As such, it is impossible to hold tighter tolerances when machining alumina pre-sintering. Hence, the fully sintered material diamond grinding methods achieve very tight tolerances. The operator uses a precise diamond-coated tool to remove material until the desired form is achieved.
Nevertheless, alumina injection molding is considerably the most suitable alumina manufacturing process because of its vast possibilities for component design. As such, it allows alumina ceramic manufacturers to meet the varying needs of customers from several industries.
Manufacturing Aluminum Oxide through Injection Molding

The Alumina ceramics injection molding process entails four critical steps to ensure the desired mechanical properties and suitability for the client’s purpose:
- Tool Designing and Production: Manufacturers design and manufacture the necessary molding tools to create the part to meet clients’ specific requirements. As such, the product engineer chooses tool-grade aluminum or hardened steel capable of handling high injection pressure and withstanding wear.
- Injection Molding: The operator uses a ceramic feedstock ( a homogenous mixture of thermoplastic binder system with fine alumina powder). After heating the feedstock, it is injected into the mold cavity under high pressure for consistent filling. Then, the material is left to solidify, after which it is ejected.
- Sintering or De-Binding: This post-molding step involves the removal of the feedstock binder material within the molded component. Then, the operator puts the part without a binder through the sintering process to make it fully dense. Machining alumina pre-sintering makes it extremely difficult to achieve tighter tolerances.
- Post-sintering: Lastly, you can employ different post-sintering procedures like grinding, drilling, finishing, or quality inspection to ensure the finished part perfectly matches the specifications and requirements of the client
Common Alumina Ceramics Grades

Alumina ceramics have differing production methods, resulting in these materials’ slightly different properties and characteristics. In this section, we will explore the three standard alumina ceramics variations and their unique properties:
CeramAlox Ultra-Pure
This ultra-high purity (99.95%) alumina grade has an exceptional mix of electrical and mechanical properties. CeramAlox Ultra-Pure features high hardness, wear resistance, strength, electrical resistivity, high-temperature mechanical stability, and corrosion resistance.
This alumina ceramic grade is suitable for specialized applications and general use where dielectric strength, electrical insulation, and low dielectric loss are non-negotiable thanks to its good electrical and high-temperature stability. Unlubricated gas/water-lubricated high-speed sliding bearings, optical and laser components, medical and dental implants, and high wear-resistant machine components are typical uses of this alumina grade.

CeramAlox 96
CeramAlox 96 is a standard purity grade Alumina (Aluminum Oxide), one of the technical ceramics industry’s workhorses. It contains a 96% purity Alumina base material, maintaining a balanced “cost to quality” ratio. This alumina grade is a hard-wearing technical ceramic exhibiting excellent electrical and mechanical properties.
Manufacturers across industries use CeramAlox 96 for various purposes where cost is critical, but the material must perform to meet mechanical and electrical requirements. Engineers/machinists often machine CeramAlox 96 for general-purpose industrial applications, mechanical components, and electrical insulators.
CeramAlox 99.7
This is a high-purity grade of aluminum oxide and a high-performance grade with a 99.7% purity Alumina base material, offering a superior combination of mechanical strength and electrical properties while keeping cost at average. CeramAlox 99.7% is an incredibly hard-wearing technical ceramic suitable for extensive industrial applications where electrical and mechanical performance is crucial, and the material must maintain peak performance in a harsh environment.
Machinists can machine CeramAlox 99.7 in the “green state” before sintering to achieve desired shapes and sizes. Also, it can be diamond ground to tight tolerances in the fully sintered condition with a diamond cutter. This high-purity alumina grade is commonly used for semiconductor equipment, vacuum components, and high-temperature applications.
Standard Alumina Ceramics Machining Techniques
Manufacturers leverage the benefits of different machining processes in using alumina ceramics for different engineering and industrial applications:
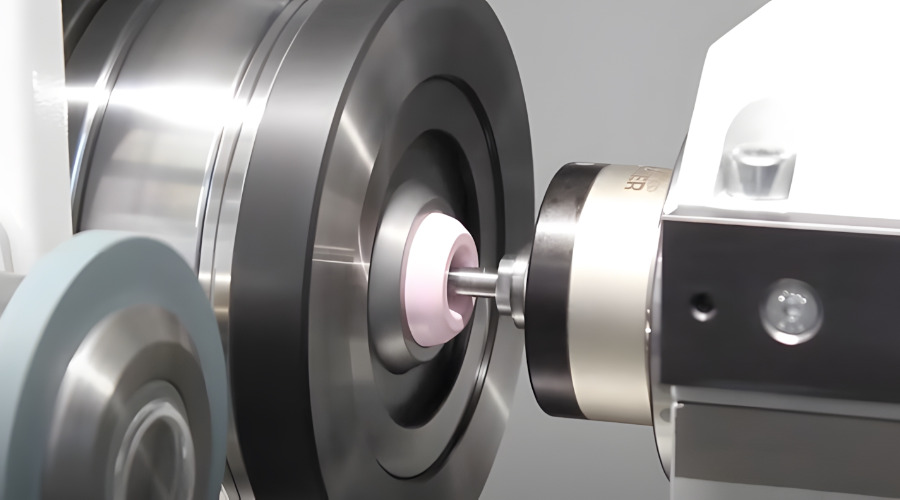
Diamond Grinding
Diamond grinding is a commonly used machining technique for fully sintered alumina material. It involves using diamond-abrasive tools to grind very hard ceramics, gradually removing material to form intricate shapes and achieve tight tolerances. Machinists choose diamond grinding because it offers a high precision, high-quality surface finish, and intricate geometries in precision ceramics parts.
Laser Machining
Laser machining is a non-contact technique that utilizes beams from high-energy lasers to ablate material. The laser beam vaporizes the material along the toolpath to create thin sections, small holes, and intricate patterns on alumina ceramics. This technique allows complex and fine features in machining ceramics and minimizes mechanical stresses that compromise machined ceramic parts’ structural integrity.

Electrical Discharge Machining (EDM)
EDM is compatible with conductive alumina materials or ceramics coated with a conductive layer. This process erodes conductive Alumina in a dielectric fluid using electrical discharges to create complex shapes and tiny features. Moreover, due to its high precision and less stress, manufacturers often employ electrical discharge machining to produce complex geometries in conductive alumina ceramic parts.
Ultrasonic Machining (USM)
This method involves eroding the alumina ceramic material with ultrasonic vibrations combined with abrasive slurry. USM is ideal for machining ceramics due to its low thermal and mechanical stress. Machinists often choose this process to create intricate features in ceramic components without thermal damage.
Green Machining
Green machining is a robust method that uses conventional machining tools like mills or lathes to pre-shape the softer alumina ceramics in the green (unfired) state before sintering. It allows a higher material removal rate and reduced machining costs than fully sintered ceramics.
Water Jet Cutting
Water jet cutting is an advanced process that employs a high-pressure stream of water combined with abrasive particles to cut alumina ceramics and intricate shapes. Machinists cut complex geometries in thick ceramics with high-pressure water directed through a nozzle with abrasive particles. More importantly, water jet cutting ensures no heat-affected zone.
Typical Applications of Alumina Ceramics

Manufacturers across various industries use aluminum oxide materials for different wear-resistant products. Standard alumina ceramic components include:
- Wear-resistant inserts or lining
- Wire and wire guides
- Semiconductor parts
- Ballistic armor
- Mechanical seal components
- Precision shafts and sleeves in high-wear environment
- Roller and ball bearings
- High-temperature electrical insulators
- Electronic parts and substrates
- Machine parts
- High voltage insulators
- Valve seats
- Tap plates
- Shot blast nozzles
- Laser tubes
- Precision Sealing applications (pumps and pistons)
Best Practices for High Precision in Machining Alumina Ceramics
Whether the machining occurs before or after sintering, alumina ceramics machining requires careful considerations and practices to achieve optimal results:
Material Properties
Generally, alumina ceramics exhibit very high hardness, making conventional machining complex. It is essential to carefully handle these materials since they are susceptible to cracking and chipping. More importantly, the low thermal conductivity of Alumina can cause localized heating during machining, impacting dimensional accuracy.
Use Diamond Tools
When machining Alumina, machining specialists advise using diamond tools to ensure precision and achieve durable ceramic components due to the abrasiveness of alumina ceramics. Using polycrystalline diamond (PCD) or diamond-coated tools for polishing, grinding, and cutting tasks helps ensure the sharpness and longevity necessary for handling the hardness of alumina ceramics. More particularly, you can minimize the cutting forces acting on the alumina material by using tools with slam radii and sharp cutting teeth.
Appropriate Use of Coolant
Ensure a consistent and concentrated coolant flow to the cutting area when machining Alumina to reduce temperature fluctuations. Using specialized emulsion or water-based coolants helps to manage elevated temperatures and extend tool life for ceramic machining. Since the low thermal conductivity of aluminum oxide causes localized heating, it would be best to adopt a high-pressure coolant delivery system to manage heat at the cutting zone effectively.
Control Vibration
A rigid machine setup helps maintain steady tool contact and minimize flex when cutting Alumina. Also, high precision and balanced tool holders can combat vibration and runout in machining precision ceramic components. Machine operators leverage vibration-dampening systems and stable fixturing to avoid unwanted movement during machining.

Optimization of Machining Parameters
Technical considerations such as cutting speed, feed rate, and depth of cut are critical to the success of alumina ceramics machining operations. Experts advise using low feed rates for improved machine control and minimizing mechanical and thermal stresses, which could cause microcracking in ceramic components. Similarly, higher cutting speeds can improve efficiency in ceramics machining, lower contact time, and manage heat buildup for improved surface quality. Furthermore, you can reduce machining stress in ceramic components by employing shallow cuts.
Regular Tool Checks and Replacement
Frequent tool inspection and prompt replacement of worn-out tools are key practices in aluminum ceramics machining. Even though diamond tools are highly durable and abrasion-resistant, they often wear over time due to alumina’s hardness and must be replaced immediately to avoid complications. Therefore, it would help to always check for signs of wear, such as poor finish in machined components and reduced cutting efficiency, for better results in alumina machining.
Conclusion

Alumina ceramics machining allows the efficient use of the widely-embraced advanced ceramic material for precision parts with complex shapes and high dimensional accuracy. Understanding the basics of machining alumina is as crucial as partnering with a reliable and experienced CNC machining company with state-of-the-art machinery and capabilities to provide precision complex components.
AT-Machining is the ideal alumina machining specialist with modern technology and advanced ceramics experience to handle your technical ceramics projects. We are committed to providing professional assistance, from technical ceramic prototyping to mass production stages. Our alumina ceramic machining services allow our experts to offer custom-machined components of the highest quality at lower cost and with a shorter lead time. We are your best bet anytime you need to buy alumina plates and disks, rods, bars, and rollers. Contact us today for tailored manufacturing solutions and professional material selection, designs, and application advice!
