 跳到内容
跳到内容 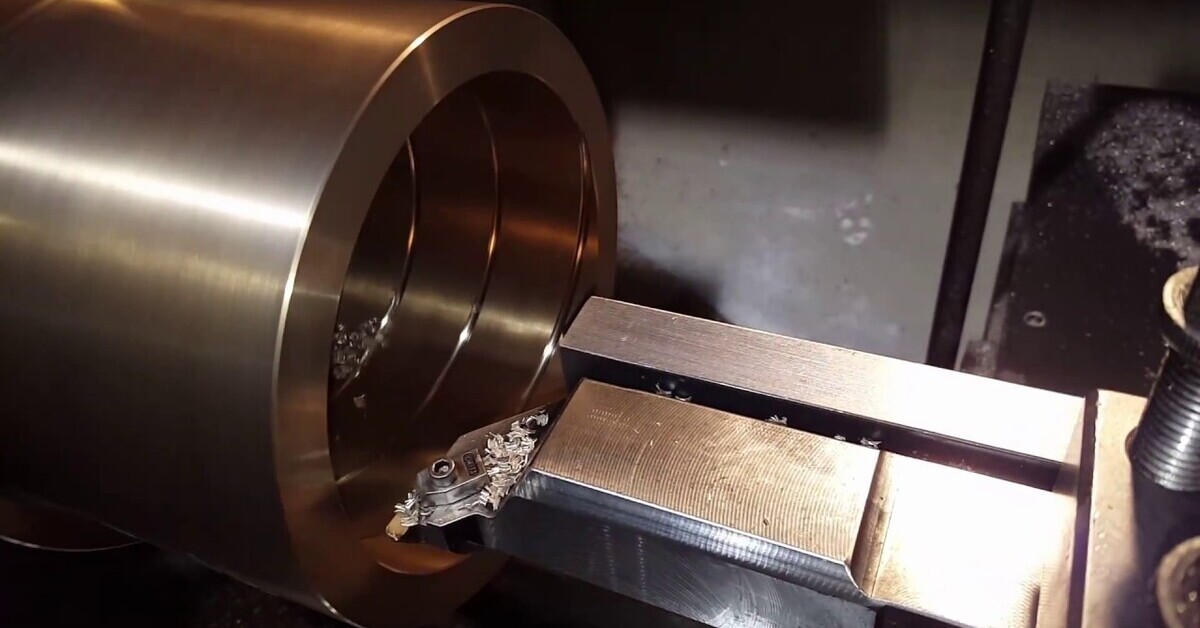
Understanding the Basics of Grooving Machining
Grooving machining is a precision-driven process used in manufacturing to create accurate grooves or recesses in a workpiece, often metal.
This technique enables the perfect fitting of components like O-rings and seals. Grooving tools, tailored in various sizes and geometries, facilitate this process. Key parameters such as material choice, tool selection, cut depth, feed rate, and tool speed influence the final results.
Techniques include straight turning, face grooving, and contouring, each suited to specific requirements.
Grooving machining’s importance lies in its precision, efficiency, and versatility, making it a cornerstone in modern manufacturing processes.
Understanding the Various Grooving Techniques
There are several grooving techniques, each suited to different applications. Straight turning is often used for creating open grooves, while face grooving is the go-to for making axially-aligned grooves. Then there’s contouring for grooves with specific, often complex, geometries. Understanding the best technique for your project can significantly enhance the precision and quality of your output. Each of these techniques serves a specific purpose and is used based on the requirements of the machining project.
Straight Turning
This technique involves making linear cuts along the workpiece’s length. Straight turning is primarily used for creating open grooves or turning down a shaft to a specific diameter. It requires a straight-turning tool and is a fundamental technique in grooving machining.
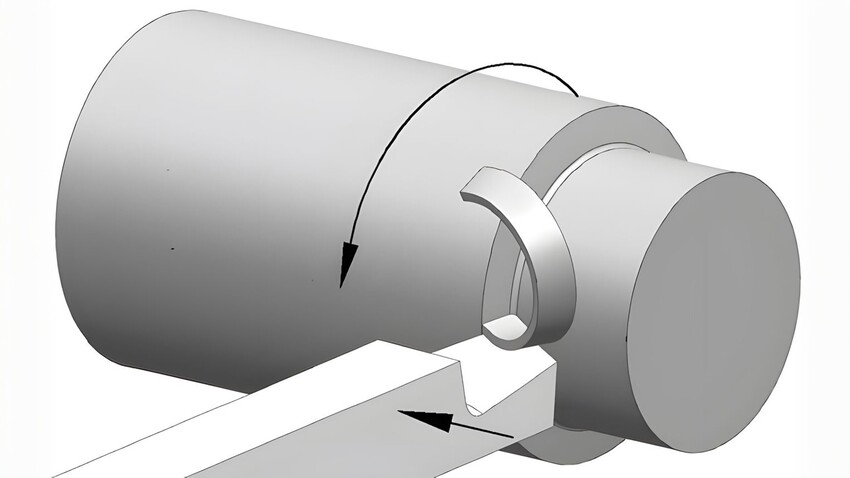
Face Grooving
Face grooving focuses on creating grooves that are axially aligned with the workpiece. This process is often used when creating grooves on the end face of a part or component. It requires a face grooving tool, which can reach areas of the workpiece that other tools cannot.
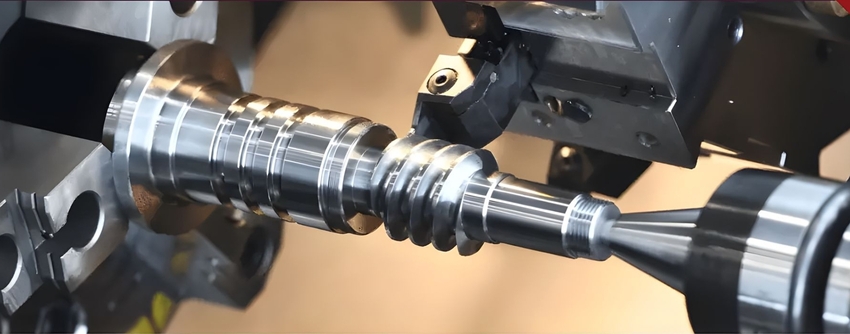
Contour Grooving
Contour grooving involves the creation of grooves that follow a specific, often complex, geometry. It’s ideal for situations that require grooves with non-linear or non-circular paths. The technique demands more advanced programming and handling but allows for great flexibility in the groove design.
Internal Grooving
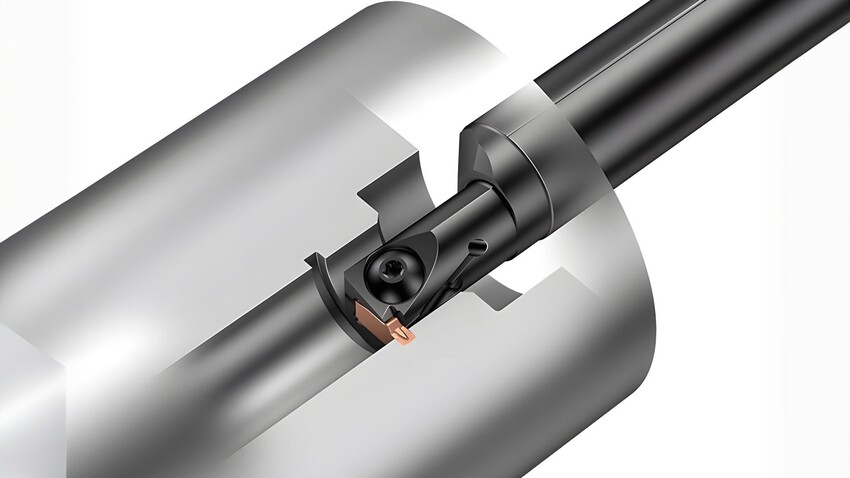
True to its name, internal grooving carves out internal grooves within a hollow workpiece, such as a tube or pipe. It’s a frequently used technique when you need to fit components like seals or circlips within a part. These internal grooves secure the components and contribute to the final product’s overall functionality and efficiency. Understanding the purpose and execution of internal grooves is key to successful grooving operations.
External Grooving
External grooving is the process of creating grooves on the outer surface of a workpiece. This technique is used extensively across various industries and can be executed with various grooving tools, depending on the groove’s required dimensions and geometry.
Key Considerations When Implementing Grooving Machining
Before you embark on your grooving adventure, consider the following: the type of material you’ll be working with, the geometry of the grooves, the depth of cut, the feed rate, and the speed of the tool. Remember, every little parameter plays a part in ensuring the success of your grooving operation.
Material Type
The type of material you’re working with is a crucial consideration. Harder materials might require specialized grooving tools and slower feed rates to prevent excessive wear. Conversely, softer materials might allow for quicker operations.
Groove Geometry
The shape and size of the groove that needs to be made will also dictate the process. Factors such as width, depth, and form of the groove are all important to consider when setting up the grooving operation.
Cutting Parameters

The cutting parameters, including depth of cut, feed rate, and cutting speed, significantly impact the results of the grooving operation. These need to be set accurately to ensure the grooves’ quality and the tool’s lifespan.
Tool Selection
Choosing the right grooving tool is a critical step in machining. The tool must not only be the right size and shape for the desired groove but also tailored to the specific material of the workpiece. Remember, the optimal grooving tool selection can dramatically enhance the efficiency and precision of your machining process, making it an indispensable element for successful grooving operations.
Chip Control
Managing chips effectively can reduce the risk of tool breakage, ensure a good surface finish, and prevent the workpiece from being damaged. This involves choosing the correct tool geometry, using suitable coolants, and adjusting cutting parameters as needed.
Machine Setup
The setup of the machine itself can have a significant impact on the grooving process. The alignment of the tool, workpiece clamping, and overall stability of the machine can all affect the groove’s quality and the operation’s efficiency.
By considering these aspects, manufacturers can optimize the machining grooves process for maximum efficiency, quality, and tool longevity.
The Impact of Material Choices on Grooving Machining
Material selection greatly influences groove cutter processing by impacting factors such as tool wear, cutting speed, surface finish, chip formation, and the need for coolant or lubricant. Understanding each material’s factors helps optimize the grooving process and achieve desired results.
Aluminum

Aluminum is a softer and more ductile material, which allows for higher cutting speeds in the grooving process. However, its sticky nature can cause the formation of long, stringy chips, which might clog the cutting area and reduce tool efficiency. Thus, sharp tools with high rake angles and effective chip evacuation strategies are essential. Aluminum generally doesn’t require heavy cooling, but a suitable coolant can aid in chip removal.
Stainless Steel

Stainless steel is much harder and stronger than aluminum. As a result, it leads to increased tool wear and requires slower cutting speeds to prevent tool overheating. However, the hardness of stainless steel can produce a smooth, high-quality surface finish in the groove. Stainless steel is also known for its work-hardening characteristics, which can lead to premature tool wear, so controlling the cutting speed and feed rate is crucial. A consistent coolant supply is also required to manage heat and ensure tool longevity.
Brass

Brass is relatively soft and has excellent machinability, allowing for high cutting speeds and a good surface finish. Brass tends to produce small, granular chips, making it easier to manage in terms of chip control. Its low friction properties result in less tool wear, but a suitable lubricant is advisable to reduce the risk further.
The Importance of Selecting the Right Grooving Tool

Choosing the right grooving tools, especially the grooving inserts, is key to maximizing efficiency and quality in grooving machining. The right insert suits the machined material, matches the desired groove geometry, and aligns with the machining parameters. This not only reduces tool wear but also boosts productivity.
The choice of grooving inserts greatly influences the surface finish, accuracy, and the entire operation’s success. Therefore, fully grasping the task requirements and making an informed selection of grooving inserts is critical for achieving the best performance in grooving machining.
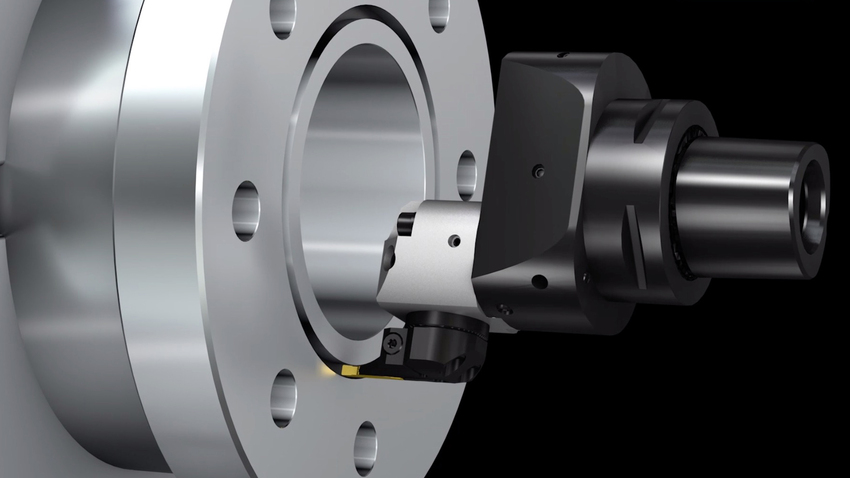
Grooving Turning Tools
Grooving turning tools are used on lathes for creating grooves on a workpiece in a rotational motion. They come in various shapes and sizes, enabling the creation of different types of grooves. Some turning tools are designed for particular grooving operations like face or contour grooving.
Parting Tools
Parting tools, often called cut-off tools, are a specific type of grooving tool. They are used to cut a workpiece into two separate parts. While they primarily serve a parting function, they can also be used for creating particularly narrow grooves.
Internal Grooving Tools

These tools are used for making grooves on the inner diameter of a hollow workpiece. They come with varying lengths to reach deep holes or cavities, often featuring specific geometries to ensure precise cutting.
External Grooving Tools
These are used for creating grooves on the outer surface of a workpiece. They also come in different shapes and sizes to cater to a wide range of groove dimensions and geometries.
Face Grooving Tools
Face grooving tools are specifically designed to create axially aligned grooves on a workpiece’s face. They feature a design that allows them to reach areas of the workpiece that other tools might not be able to.
Grooving tools come in various materials like high-speed steel (HSS), carbide, and ceramics, each chosen based on the hardness of the workpiece and the tool’s performance needs. Carbide insert mounted tools, in particular, offers exceptional durability and heat resistance, making them a popular choice for tough materials. Knowing these tools, particularly those with carbide inserts, and understanding their capabilities is fundamental for executing successful, efficient grooving operations.
Typical Troubles in Grooving Machining and How to Overcome Them
Like all processes, grooving machining comes with its own challenges. You may encounter hurdles like tool deflection, chip control issues, or excessive heat generation. However, you can surmount these obstacles with a keen understanding, strategic planning, and sometimes a little experimentation.
Ensuring your cutting edge is well-maintained, optimizing your cutting parameters, and using coolant appropriately are instrumental in tackling these challenges. Remember, a sharp cutting edge is your best ally in ensuring smooth and efficient grooving operations.

Premature Tool Wear
Grooving tools can wear out quickly, especially when working with harder materials like stainless steel. For example, a carbide tool can wear out after just 2 hours of continuous machining. Overcoming this can involve using a tougher tool material, such as coated carbide or ceramic, or adjusting cutting parameters. Reducing the cutting speed by 20-30% or the feed rate by 10-20% can significantly extend tool life.
Poor Surface Finish
This issue can arise from several factors, including using a dull tool or inappropriate cutting parameters. For instance, a surface roughness of Ra 3.2 µm instead of the desired Ra 1.6 µm could be observed due to these factors. Regularly checking and replacing tools when they become dull can help. Additionally, fine-tuning the cutting parameters, like reducing the feed rate by around 15%, can help achieve the desired surface finish.
Chip Control Issues
Certain materials, like aluminum, can produce long, stringy chips that clog up the machine. For example, if you’re getting stringy chips 15-20 cm long, it can cause the machine to jam. This issue can be mitigated by using tools with chip breakers designed to break the chips into smaller pieces. Using appropriate coolants can also help in chip removal.
Inaccurate Groove Dimensions
Grooves may come out wider or narrower than planned. For example, a groove planned to be 2 mm could end up being 2.3 mm due to tool deflection or machine inaccuracies. This issue can be addressed by carefully calibrating the machine and selecting rigid and robust tools. In some cases, reducing the feed rate or depth of cut can help maintain accuracy.
Conclusion
In our exploration of grooving machining, we’ve delved into its definition, various techniques, crucial considerations, and the impact of material choices. We’ve also highlighted the importance of choosing the right tools, common problems encountered, and solutions to optimize operations.
In the realm of grooving machining, our company AT-Machining stands out. Based in China, we excel in 3 to 5-axis CNC milling, turning, and Swiss lathe machining, ensuring utmost precision with up to +/- 0.0002 in. (±0.005mm) tolerance. We’re adept at grooving machining across various materials, catering to diverse industries worldwide. Our comprehensive services stretch beyond machining to metal finishing and EDM. Whether you need a single prototype or mass production, AT-Machining delivers unmatched quality in grooving machining.
FAQs about Grooving Machining
How does a slot differ from a groove in machining terms?
In the context of machining, a slot is a lengthy, narrow cut typically used for fittings like screws or keys. Conversely, a groove is a cut or depression on the surface of a part, usually meant to assist with assembly or improve part functionality. The key differences between them lie in their relative depth and intended purpose.
What is the difference between grinding and grooving?
Grinding and grooving are both machining processes but serve different purposes. Grinding is a process that uses an abrasive wheel to smoothen or finish a workpiece, often to achieve a precise dimension or surface quality. On the other hand, grooving is a cutting process that creates a recess or furrow on a part’s surface for specific functional reasons.
What is the difference between grooving and turning?
Turning and grooving are distinct machining operations. Turning involves a rotating workpiece and a stationary cutting tool that removes material to create cylindrical shapes. Conversely, grooving is a cutting process where a tool creates a narrow recess in a workpiece. While turning often uses grooving as a sub-process, grooving itself involves more specialized tools and techniques.
How To Roll a Groove in a Pipe
Roll grooving a pipe involves creating a recess around the circumference of the pipe that can accommodate a coupling for joining pipes together. Here’s a simplified process:
- Preparation: Select the appropriate grooving machine and grooving roll set for the pipe size and material.
- Mounting: Securely mount the pipe into the grooving machine, ensuring it’s aligned properly.
- Adjustment: Adjust the depth setting of the roll set based on the pipe’s specifications.
- Grooving: Start the machine and let the grooving roll set press against the pipe, creating the groove as the pipe rotates.
- Inspection: Once done, inspect the groove to ensure it meets the required depth and width for a proper coupling fit.
