 跳到内容
跳到内容 
What Is Hard Coat Anodizing?

Hard Coat Anodizing, also known as Type III Anodizing, is a process that creates a dense and durable layer of aluminum oxide on aluminum parts. This method involves immersing the aluminum in an acid electrolyte bath and applying an electrical current.
This electrolytic process stimulates the aluminum surface to form its own anodic coating, producing a thick and robust layer.
Unlike conventional anodizing, Hard Coat Anodizing is performed at lower temperatures with higher current density, creating a harder, less porous, and more wear-resistant surface.
Beyond functional benefits like increased abrasion and corrosion resistance, and hardness, this process also allows for incorporating dyes, providing aesthetic appeal with various color options.
How Aluminum Undergoes Hard Coat Anodizing
Hardcoat anodizing, a multi-step process, transforms the surface of aluminum into a durable, corrosion-resistant layer. Here are the steps involved in this process:
Cleaning: First, the aluminum part is thoroughly cleaned to remove any contaminants, grease, or dirt. This is typically done using an alkaline solution.
Rinsing: The part is then rinsed with deionized water to remove any residual cleaning solution.
Etching: Some parts may require a mild etching process, which smooths out the surface and enhances the adhesion of the coating.
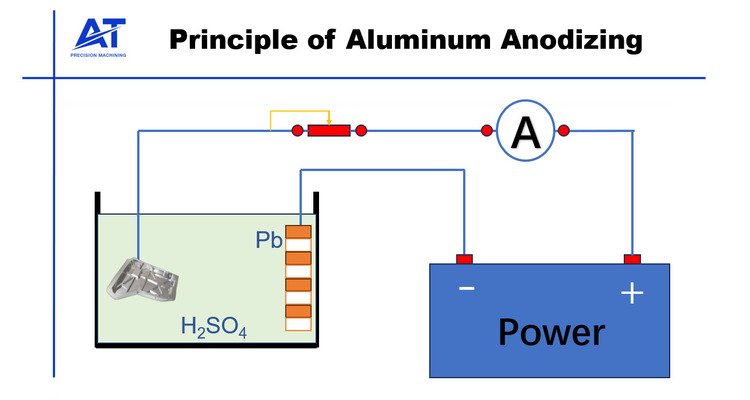
Anodizing Bath: After thoroughly cleaning, the part is submerged in a sulfuric acid bath, the favored electrolyte for rugged anodizing aluminum. The sulfuric acid bath is critical in achieving the desired hardcoat anodized finish.
Applying Electric Current: Following submersion, an electric current is passed through the part, setting off an electrochemical process on the aluminum surface. This critical electrochemical process transforms the aluminum’s surface into a robust aluminum oxide layer.
Controlled Conditions: Unlike other anodizing processes, hard coat anodizing is performed at lower temperatures and higher current densities, creating a thicker, denser, and less porous aluminum oxide layer.
Sealing: Once the desired anodized layer thickness is attained, the part is removed from the bath and undergoes a sealing process. Typically, this involves immersing the part in boiling deionized water, steam, or a nickel acetate solution. The sealing process effectively closes the pores in the aluminum oxide layer, substantially enhancing its corrosion resistance and ability to retain dye.
Rinsing and Drying: Finally, the part is rinsed again to remove any residual sealant, then dried and ready for use.
It’s important to note that the process can be adjusted based on the application’s specifications. Factors like alloy composition, bath chemistry, temperature, and current density all influence the end result.
Benefits of Hardcoat Aluminum Anodizing

Hard anodizing offers several unique benefits, making it an attractive choice for treating aluminum. The process not only improves the physical characteristics of the material but also extends its life. Here are some key benefits, supported by data where applicable:
Increased Wear Resistance
The outstanding corrosion and abrasion resistance of hardcoat anodizing can be attributed to its dense anodic coating. Under the ASTM B117 standard, hardcoat anodized aluminum has shown over 2000 hours of resistance to salt spray corrosion. Its high abrasion resistance makes hardcoat anodizing a favored solution for applications subjected to demanding environments.
Improved Corrosion Resistance
The Durability of hard coat anodizing is outstanding. As per ASTM B117 standard for salt spray resistance, hard-coat anodized aluminum can resist salt spray corrosion for over 2000 hours. This makes it an ideal choice for applications in harsh environments.
Enhanced Heat Dissipation
Hardcoat anodized aluminum provides enhanced heat dissipation. In fact, it can improve heat dissipation by up to 30% when compared to raw aluminum due to its high emissivity and absorptivity.
Dielectric Properties
Hard coat anodizing creates an insulative, non-conductive layer with a breakdown voltage typically ranging from 600 to 1000 volts per mil (.001”), making it useful for electrical insulation in electronic goods.
Aesthetic Appeal
Beyond functional advantages, hard coat anodizing allows for incorporating dyes before sealing, providing a variety of color and design options, and improving the overall aesthetic appeal of the part.
Cost-Effectiveness
While hard coat anodizing might require a higher upfront cost than certain other finishes, the long-term benefits, such as reduced maintenance, replacement costs, and improved product life, make it a cost-effective solution in the long run.
Compare Hard Coat with Regular Anodize Of Aluminum
Hard Coat and Regular (often called Type II) anodizing offer excellent protection and aesthetic versatility in Aluminum Anodizing. However, their specific characteristics and performance can differ significantly. The table below outlines these differences:
| Feature | Hard Coat Anodizing | Regular Anodizing |
|---|---|---|
| Process | Performed at lower temperatures and higher current densities, resulting in a harder and thicker layer. | Conducted at room temperature with lower current densities, producing a thinner and somewhat softer layer. |
| Oxide Layer Thickness | Typically, the thickness ranges from 0.0005 to 0.0045 inches (13 to 114 µm). The thicker layer provides superior wear resistance. | Regular anodizing usually results in a thickness of 0.0002 to 0.0012 inches (5 to 30 µm). |
| Hardness and Wear Resistance | Hard Coat anodizing provides high wear resistance, typically scoring a weight loss of 1.0-1.5 mg/1000 cycles in the ASTM D4060 abrasion resistance test. | Regular anodizing offers moderate wear resistance, scoring a weight loss of about 20-35 mg/1000 cycles in the same test. |
| Corrosion Resistance | Hard Coat anodizing offers superior corrosion resistance, often withstanding over 2000 hours of salt spray as per ASTM B117 standard. | Regular anodizing provides good corrosion resistance, generally withstanding around 336 hours of salt spray under the same test conditions. |
| Color and Dyeability | Due to its thicker, denser layer, Hard Coat anodizing may have limitations with brighter colors, often resulting in darker and muted hues. | Regular anodizing allows for a wide range of vibrant color options due to its more porous surface layer. |
| Cost Considerations | Due to the higher processing requirements, Hard Coat anodizing can be more expensive initially. However, reduced maintenance and replacement costs often prove more cost-effective in the long run. | Regular anodizing is generally less costly upfront but might not offer the same level of long-term durability as Hard Coat anodizing. |
Understanding these differences can help you make a more informed decision based on your specific durability, appearance, and cost requirements.
Best Applications for Hard Coat Anodizing
Hardcoat anodizing is widely employed across various industries due to its unique properties, such as high wear resistance, corrosion resistance, and aesthetic appeal. Here are some of the best applications:
Consumer Products: Hardcoat anodizing is commonly used in goods requiring enhanced durability and aesthetics. For instance, it’s used in high-end cookware due to its scratch-resistant and non-reactive properties. Similarly, personal electronics like laptops and smartphones often feature hard coat anodized aluminum bodies for an appealing finish and increased durability.
Automotive Components: In the automotive industry, hard coat anodizing is used for parts like piston heads, cylinders, and gears. These components demand exceptional wear resistance due to their continuous exposure to friction and harsh conditions.
Industrial Parts: For machinery and equipment, hardcoat anodizing is essential to extend service life and minimize downtime. Examples include hydraulic cylinders, air compressor pistons, and molds for plastic injection machines, all of which greatly benefit from the high wear resistance offered by hard coat anodizing.
Architectural Features: Hardcoat anodized aluminum is used extensively in the construction industry for window frames, railings, and structural facades. The process imparts weather resistance and preserves the aesthetics, reducing maintenance costs.
Marine Environments: Boat and ship components, like cleats, propellers, and mast fittings, exposed to corrosive saltwater environments, benefit immensely from hard-coat anodizing’s corrosion-resistant properties.
Aerospace Components: In the aerospace sector, where every gram counts, hardcoat anodized aluminum is chosen due to its strength-to-weight ratio. It’s used in critical parts such as aircraft landing gear, airframe structures, and hydraulic systems to ensure strength, durability, and resistance to harsh conditions.
By considering these diverse applications, you can appreciate the versatility and effectiveness of hard coat anodizing in providing both protection and aesthetic enhancement to aluminum components.
Factors that Influence Hard Coat Anodizing

Various factors can influence the process of hard coat anodizing, each playing a critical role in determining the final properties of the anodized layer. Let’s take a look at these factors:
Alloy Composition: The specific alloy of aluminum being anodized dramatically influences the result. For instance, purer aluminum alloys typically produce a more uniform and harder anodized layer than alloys with higher alloying elements. Each type of aluminum alloy has a unique response to anodizing due to its specific metallic composition.
Surface Preparation: The condition of the aluminum surface before anodizing can affect the outcome. Imperfections on the surface, such as scratches or embedded contaminants, can lead to inconsistencies in the anodized layer. Proper cleaning and etching are crucial to prepare the surface for anodizing.
Bath Chemistry: The composition of the electrolyte bath, primarily the type and concentration of acid, influences the anodizing process. Typically, sulfuric acid is used for hard coat anodizing. However, the exact concentration can impact the properties of the final oxide layer.
Temperature: Hardcoat anodizing usually occurs at lower temperatures (around 32°F or 0°C). This temperature helps to achieve a denser and harder anodized layer. However, the exact temperature can be adjusted based on the specific requirements of the anodized layer.
Current Density: The density of the electrical current applied during the anodizing process also impacts the outcome. Hardcoat anodizing typically uses higher current densities than other types of anodizing. This higher current density contributes to a more complex and thicker oxide layer.
Anodizing Time: The duration of the part’s exposure in the anodizing bath directly influences the coating thickness of the anodized layer. Extending the anodizing time increases the coating thickness, typically enhancing the wear and corrosion resistance of the hardcoat anodized aluminum.
The manipulation and control of these factors allow for customization of the hard coat anodizing process to achieve the desired outcome based on specific requirements and applications.
Quality Testing and Specifications of Hard Coat Anodizing

Quality testing and specifications are pivotal in the hardcoat anodizing process to ensure the resulting layer meets the desired attributes and performance standards. Here’s a closer look at some key aspects:
Testing Methods
Taber Abrasion Test (ASTM D4060): This test determines the wear resistance of the anodized layer. The sample is subjected to rotational abrasion under a specific load, and weight loss is measured to quantify wear resistance.
Dye Spot Test (ASTM B136): Used to verify the quality of sealing, a process that closes off the pores of the anodized layer to increase corrosion resistance and dye retention. The part is dyed and then placed in a heated solution that attempts to bleach the dye. If the dye is not bleached, it indicates a properly sealed anodized layer.
Admittance Test (MIL-A-8625): This non-destructive test measures the anodized layer’s electrical admittance (inverse of impedance), correlating to the layer’s thickness and sealing quality.
Industry Standards
Several key standards govern the hard coat anodizing process:
MIL-A-8625 Type III: This is the military specification for hard coat anodizing. It sets parameters for process control, coating thickness, and quality testing.
ASTM B580 Type A: This standard from the American Society for Testing and Materials defines the requirements for hard coat anodize of aluminum for architectural applications.
By ensuring rigorous testing and adherence to industry standards, you can be confident in the quality and performance of the hardcoat anodized layer. It’s vital to partner with a trusted vendor who understands the complexities of the process and can deliver a high-quality end product.
Limitations of Hard Coat Anodizing
Complex Geometries: Hardcoat anodizing may not be suitable for parts with complex geometries, deep recesses, or blind holes, as the process can lead to uneven coating thickness in these areas.
Dimensional Tolerances: The anodized layer’s growth can alter the part’s dimensions. While this is typically negligible for most applications, it can become a challenge for precision parts where tight tolerances are necessary.
Color Variations: Hardcoat anodizing typically results in a dark gray finish, a product of the thick, dense layer formed. This characteristic dark gray hue contrasts with the brighter colors usually seen in regular anodizing. Hence, realizing vibrant shades with hardcoat anodizing can pose a challenge.
Potential Defects: If not performed correctly, hard coat anodize can lead to defects such as blistering, pitting, or a brittle coating. The quality of the outcome heavily depends on the skill and knowledge of the anodizing provider.
Cost: Hard coat anodizing can be more expensive than regular anodizing due to the higher electrical usage and the longer process time required to create the thicker layer.
Understanding these limitations can help you choose the right process for your specific application and guide discussions with your anodizing provider to ensure the best outcome.
Conclusion
Hard coat anodizing provides numerous benefits to aluminum, enhancing its wear and corrosion resistance and creating aesthetically pleasing finishes. While its application ranges from consumer products to aerospace components, it’s vital to understand the factors affecting its quality and the limitations that may arise in the process.
AT-Machining is the go-to choice if you’re looking for the highest standard of hard coat anodize for your aluminum parts. Our precision CNC machining services and expert hard coat anodize capabilities make us a leading service supplier in China. We help bring durability and quality to products across various industries with rigorous precision, tolerances up to +/- 0.0002 in., and comprehensive secondary services like hard-coat anodize. Trust AT-Machining to navigate the complexities of hard coat anodizing, delivering your parts with exceptional wear and corrosion resistance and aesthetically pleasing finishes.
FAQs about Hard Coat Anodizing

Is There Any Other Option for Hard Coat Anodizing Besides Sulfuric Acid?
While sulfuric acid is the standard electrolyte in hardcoat anodizing, alternatives exist for special uses.
Chromic acid anodizing serves superior corrosion resistance, often used in aerospace.
Phosphoric acid anodizing is generally for pre-treatment before bonding. Boric-sulfuric acid anodizing, a mix of boric and sulfuric acid, is a more environmentally-friendly substitute for chromic acid.
Lastly, Plasma Electrolytic Oxidation (PEO), a high-voltage process, forms a robust ceramic layer, offering a sturdier but costlier alternative. Each option suits different project requirements.
How Much Coating Thickness Can Be Achieved With Hardcoat Anodizing?
The coating thickness that can be achieved with hardcoat anodizing typically ranges from 25 to 150 micrometers (or 1 to 6 thousandths of an inch). The exact thickness depends on several factors such as the alloy being used, the specific anodizing process and parameters, and the desired end-use application.
For instance, applications requiring high wear resistance might benefit from a thicker coating, while applications requiring electrical insulation might need a specific thickness to meet dielectric requirements. Therefore, the thickness is typically tailored to meet the needs of the specific part and its application.
