 Skip to content
Skip to content 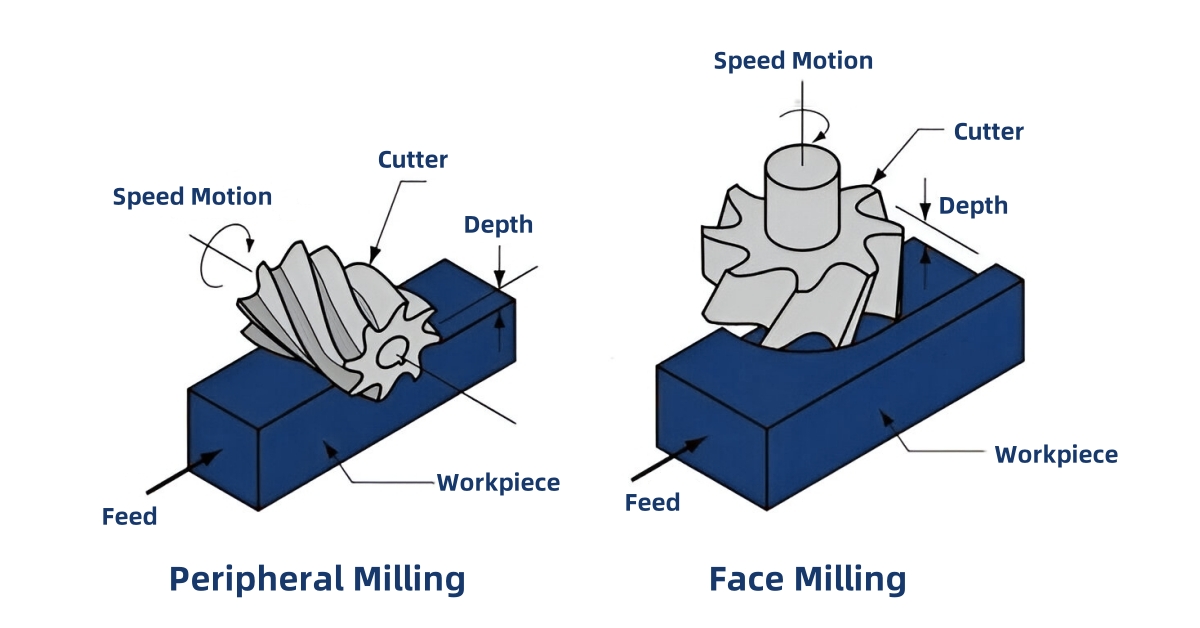
What Is Peripheral Milling?
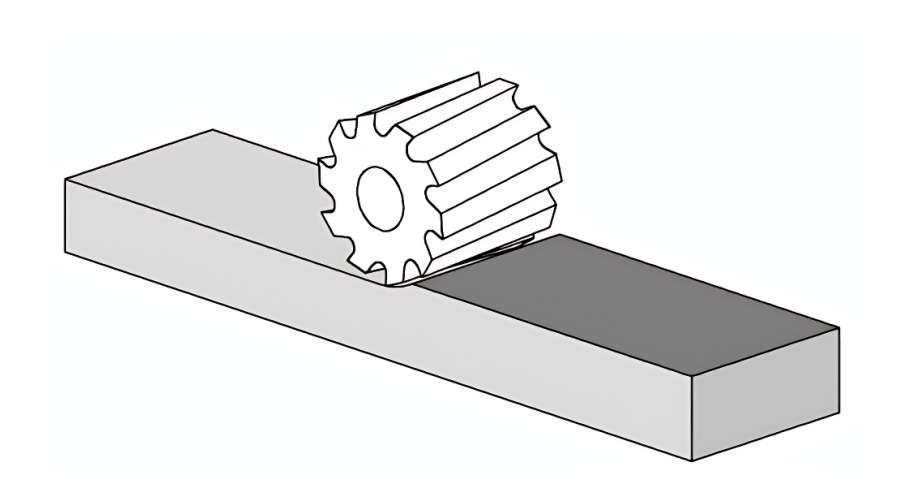
Peripheral milling uses the periphery of a milling cutter attached to a rotating machine spindle with an axis parallel to the surface of the blank to remove material from a workpiece mounted on the milling machine’s worktable. The cutter has multiple cutting edges distributed along its circumference, ensuring efficient material removal in large amounts from the surface.
In peripheral milling, the tool diameter, the number of cutting edges/flutes, and the feed rate often determine the nature of the cut. It produces a series of marks/ridges on the material’s surface, which might require further processing to achieve a smooth surface. Since peripheral milling provides high flexibility and precision in milling different parts, manufacturers across industries such as aerospace, defense, automotive, and others commonly choose peripheral milling to machine flat surfaces and make parts in varying sizes and shapes.
Basic Forms of Peripheral Milling Operations
Up Milling
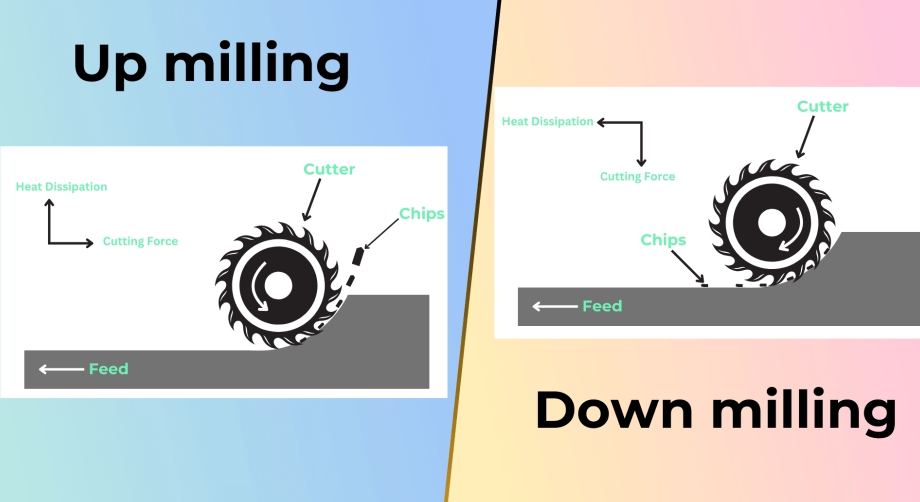
It is a conventional milling operation where the blank is fed in the opposite direction as the rotating cutting tool. Up-milling initially creates thin chips but slowly grows throughout the cut’s length. The cutter engagement is often programmed for longer, resulting in long chip formation because of the prolonged cutter engagement with the blank. It is suitable for roughing operations and is mainly used for bronze, brass, and ferrous metals.
This operation requires high cutting power, and the cutter’s edges lift the formed chips and drop them in front of the cutting tool. It causes chip recutting and creates a comparatively poor surface finish. Since up-milling lifts the workpiece as the tool exits the material due to tangential forces, it is essential to utilize a reliable workpiece fixture to prevent these lifting forces.
Down Milling
Down milling, also called climb milling, involves feeding the workpiece in the same direction as the cutter teeth. The cutting action forms chips shorter than that of up milling, and the thickness of the chips formed reduces over the length of the cut. Machinists often employ this cutting operation to finish different surfaces of different materials, including aluminum and its alloys.
The tangential forces act downward, pressing the workpiece towards the worktable to achieve a steady cut. Also, fewer frictional forces occur between the cutter and the blank during down milling since the tool rotation and direction of the feed are the same. Hence, it reduces heat generation and extends tool life. Additionally, climb milling exhibits seamless chip management since the cutter lifts the chips formed away from the cutting direction. The feed rate increases during down milling due to the cutting action of pulling the workpiece into the cutter, which can lead to excessive chip thickness.
Types of Peripheral Milling Operations
Machinists employ different types of peripheral milling processes, including:
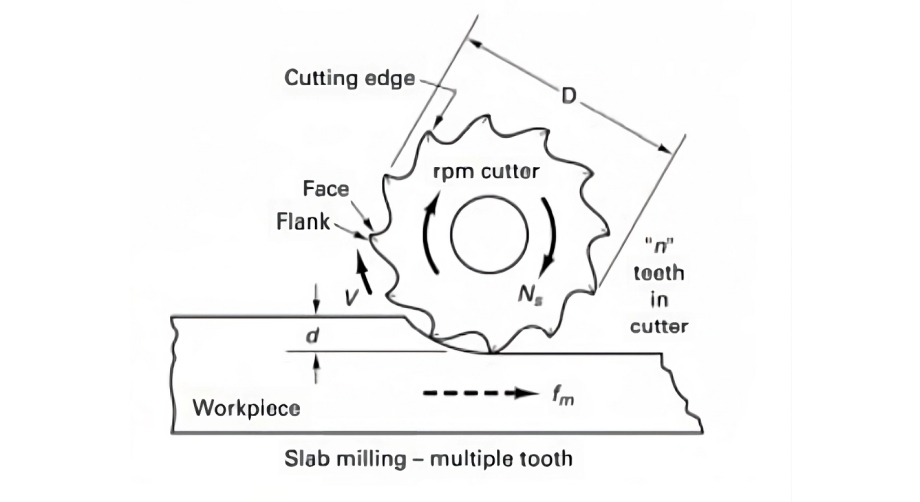
Slab Milling
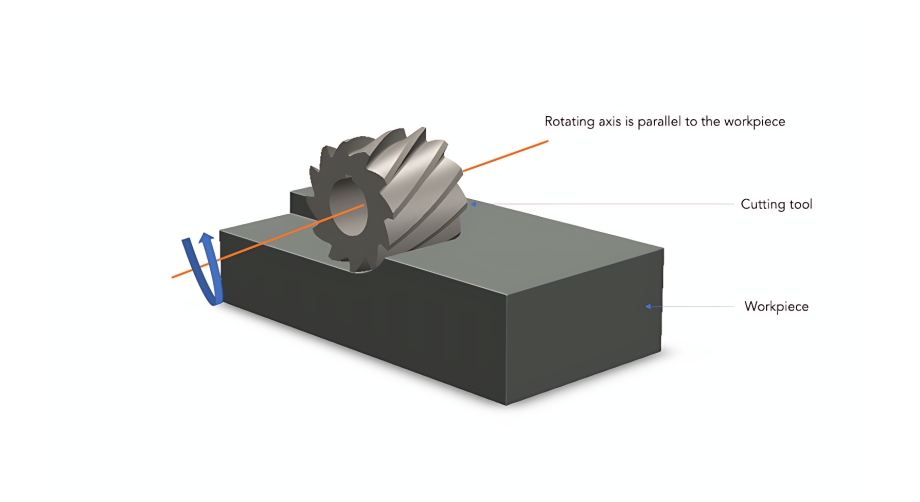
It involves using a cylindrical cutter with a diameter larger than the workpiece to machine a flat surface or reduce the thickness of a workpiece. It works well with a horizontal milling machine; the cutter axis remains parallel to the milled surface.
Slot Milling
Slot milling involves using a cutter with a width lesser than the workpiece to make round or rectangular channels in the workpiece. Machinists use thin cutters to make fine slots and cut keyways into a milled part.
Gang Milling
It involves milling more than one parallel vertical surface in a single pass. The operator mounts multiple cutters on the same arbor and uses spacers to set them apart according to the required width. In some cases, machinists often combine cutters with varying shapes, sizes, and widths to achieve the required profile. It is a time-saving strategy and efficient for large-scale production of complex components with multiple surfaces.
Straddle Milling
It is similar to gang milling because it involves mounting two milling cutters on the same arbor to cut two parallel vertical surfaces simultaneously. Straddle milling provides uniform spacing between two surfaces and reduces machining time since it mills two surfaces in one pass. Machine operators often use it for shaping or contouring operations.
Side Milling
This process refers to machining the workpiece surface along the vertical side or at a right angle to the cutter’s axis of rotation. In side milling, the cutter shears material from the side face of the blank using a side milling cutter to create a flat vertical surface.
Form Milling
It is a high-precision milling operation that uses milling cutters specifically designed based on the needed contour. Form milling is suitable for machining different patterns, including irregular or custom profiles like threads or curved surfaces on a workpiece.
Standard Peripheral Milling Cutters

The primary tools machine operators use for peripheral milling jobs include:
- End Mills: This is a standard tool used for different peripheral milling tasks. End mills possess sharp, helical teeth that deliver clean and precise cuts, making them ideal for intricate machining tasks.
- Concave and Convex Cutter: As their names imply, concave and convex cutters can machine convex and concave contours on the milled parts. The circular form’s diameter determines the milling cutter size.
- Slab Milling Cutter: This is a cutting tool with spiral or straight teeth on the periphery of a circular disc. A slab mill cutter works on a horizontal milling machine to remove significant material and create flat surfaces.
- Staggered milling Cutter: It is a milling cutter with flutes at its sides and periphery. These cutting edges are well-placed in zig-zag order and help restrain the chip from interrupting the cutting actions. Staggered mill cutters are ideal for milling slots with a larger depth than the slot’s width.
- Woodruff Cutter: This milling cutter possesses multiple teeth on the periphery of a disc attached to a straight shank. Woodruff cutters have slightly concave sides to allow adequate chip clearance and can be used to create keyways in shafts.
- Side Milling Cutter: These are specialized tools for making deep vertical or diagonal grooves. They offer characteristics of face and peripheral milling.
- Hobbing Cutter: A hobbing cutter is a cylindrical tool with helical cutting edges featuring grooves that enable cutting and efficient chip removal. Special hobbing cutters are suitable for cutting splines and sprocket gears and can cut teeth in a workpiece.
What Is Face Milling?
Face milling is one of the early and most fundamental milling operations that uses a milling cutter to flatten or smoothen the top of a workpiece. The milling cutter maintains a perpendicular position to the blank/workpiece in face milling.
Face milling tasks can be manual or automatic; only the feed rate will differ. The machinist must repeatedly stop the milling machine to readjust the workpiece across the worktable when using a manual mill. Meanwhile, the automatic type’s feed rate and cutting speed remain constant. Therefore, machinists achieve precise cuts and fewer errors with automated face milling operations.
The face-milling process requires various face-milling-cutting tools such as fly cutters, end mills, and shell mills. The machine rotates the face milling cutter counterclockwise and drives the workpiece across its teeth.
Peripheral milling vs. Face Milling: Exploring their Key Differences

Milling is a process where the cutter rotates and moves to shear excess material from a blank, shaping it to the preferred form. Face milling and peripheral milling are two prominent types of milling techniques that rely on a rotary milling cutter to cut a blank into desired simple or complex shapes. However, these processes have varying working principles, applications, and results.
The rotating milling cutter maintains a parallel position to the workpiece in peripheral milling. The cutting tools usually have their cutting teeth/flutes on the sides. Besides, the workpiece’s sides are involved in the cutting action. Only milling machines with horizontal spindles are suitable for peripheral milling. Machine operators typically choose peripheral milling to remove a significant amount of material from a workpiece since it shears material with the sides of the cutter instead of the tip.
In face milling, the rotating cutter assumes a perpendicular position, removing material from the workpiece. The cutting tools used in this process often have flutes or cutting edges on the sides and face. Only the top of the cutter performs the milling action, which can be done on mills with vertical and horizontal spindles. Machinists often utilize face milling for surface machining and removing low stock from a workpiece. In conclusion, face milling might be ideal if a smoother finish is the priority, while peripheral milling offers the required edge for deeper grooves or slots.
Practical Tips and Recommendations for Best Peripheral Milling Results
Below are some of the best practices to adhere to for optimal results in your peripheral milling tasks:
Tool Selection
Choosing the right CNC milling tool with the appropriate material, geometries, coating, and number of flutes is crucial in producing fine finishes and preventing tool wear. When milling materials like aluminum, it would help to choose a cutter with high helix angles, while milling tools with lower helix angles are ideal for materials like steel.
Mill softer materials with high-speed steel (HSS) tools and harder materials with carbide tools. Coatings such as TiAlN or TiN help enhance cutting performance, wear resistance of milling cutters, and reduce heat buildup during peripheral milling operations.
Cutting Parameters Optimization
Optimizing milling parameters such as depth of cut, feed rate, and speed during peripheral milling operations helps achieve optimal outcomes. Ensure that the spindle speed matches the workpiece material and the milling cutter’s material to avoid complications. Although higher cutting speeds can enhance productivity, they may result in rapid tool wear if not carefully managed.
Choose an optimal feed per tooth to maintain an equilibrium between the surface finish of the milled part and productivity. Ensure the depth of cut of the cutter is within its capacity to prevent chatter and excessive forces. Besides, an excessively high feed rate can deteriorate surface quality and reduce tool life.
Proper Machine Setup
Ensuring the workpiece is firmly clamped during peripheral milling tasks is crucial to prevent unwanted movement and vibration. Ensure the machine, workpiece fixture, and tool holder are rigid to avoid deflection when milling the workpiece surface. Align the milling cutter and workpiece to eliminate vibration, uneven wear, and poor surface finishes.
It would also help to ensure the milling machine spindle is in good condition before the milling task begins. Inspect the milling cutter regularly and replace any worn tool or machine components.
Adequate Coolant and Lubrication Supply
Utilize the right type and quality of coolant and lubricant in peripheral milling to reduce heat, achieve efficient chip evacuation, and prolong tool life. Generous application of coolant and lubrication in peripheral milling operations also allows you to control temperature and maintain a stable machining environment to reduce thermal contraction or expansion of the workpiece and milling cutter.
Conclusion

Peripheral milling is a robust technique with high material rates and precision that is suitable for high-volume production runs and machining unique parts. You can perform this task on different milling machines using various tools. However, the success of peripheral milling depends on essential milling parameters such as choosing the right material and milling cutter to lower costs, increase throughput, improve quality, and achieve the desired surface finish of final products.
AT-Machining is a milling expert with vast experience and an in-depth understanding of different machining techniques, including peripheral milling. We leverage our modern CNC milling machines and experience milling custom metal and plastic parts. Our certified and skilled engineers, machinists, and quality control team can handle your projects with utmost attention to every detail, from prototyping to mass production. Trust our in-house machine shop can deliver superior quality milled parts whenever you require on-demand CNC milling services. Contact us for detailed and instant quotes for your milling projects!
