Skip to content
Skip to content 

















What Is Plastic CNC Machining?
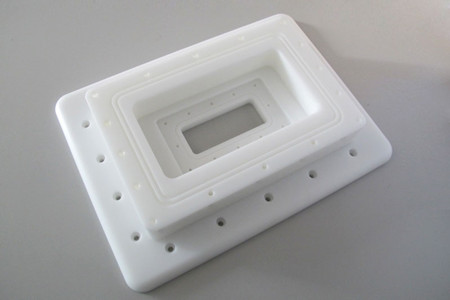
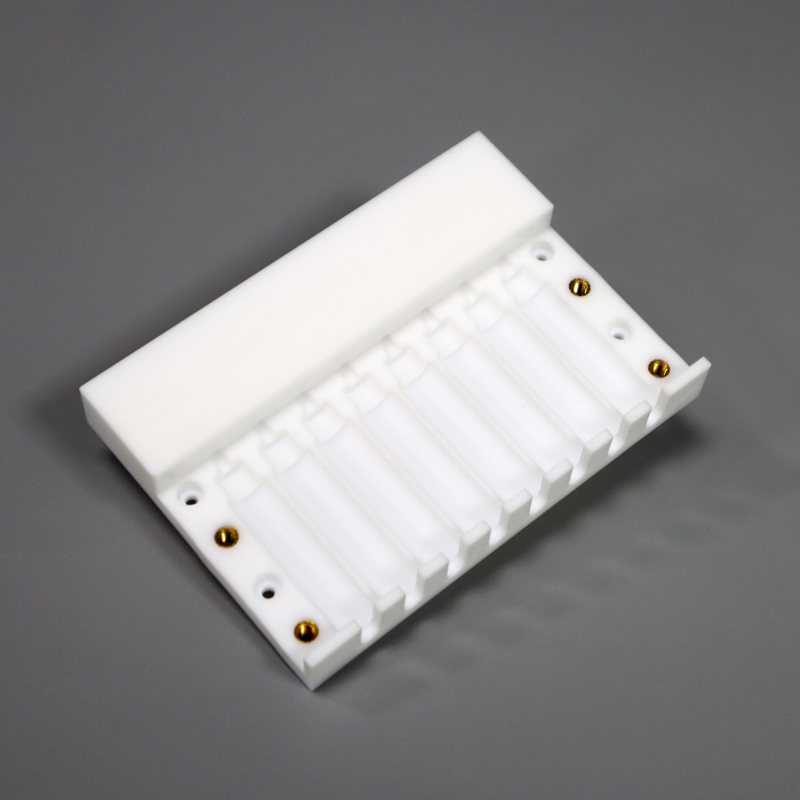
Plastic CNC machining is a subtractive manufacturing process that involves placing a solid block of plastic material against a mobile cutting tool to remove materials from it. A digital design file guides the path of cutting tools, ensuring the final product takes the desired shape.
CNC plastic machining is the current manufacturing trend in making plastic components and parts. This is due to the ability of this process to create parts with uniform, high precision, and tight tolerances.