 Skip to content
Skip to content 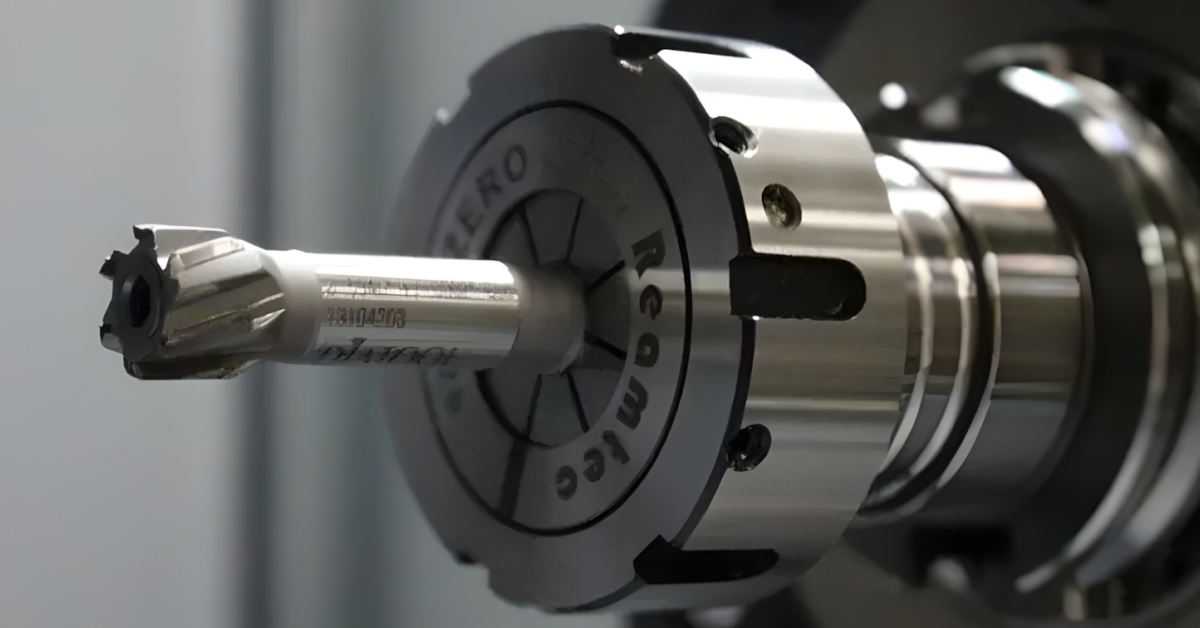
What Is Reaming?
Reaming is a precision machining process that slightly enlarges and smooths a previously drilled or bored hole to an accurate diameter, along with improved surface finish. This process is carried out with the help of a multi-edged cutting tool called a reamer. This tool removes an extremely small quantity of material, usually in the range of 0.05 mm to 0.3 mm, to create a perfectly round, accurate, and smooth hole.
Unlike drilling, which primarily creates holes, or boring, which corrects significant dimensional errors, reaming focuses on the refinement of an existing hole. It’s the final finishing operation that ensures holes meet close dimensional tolerances and smoothness requirements.
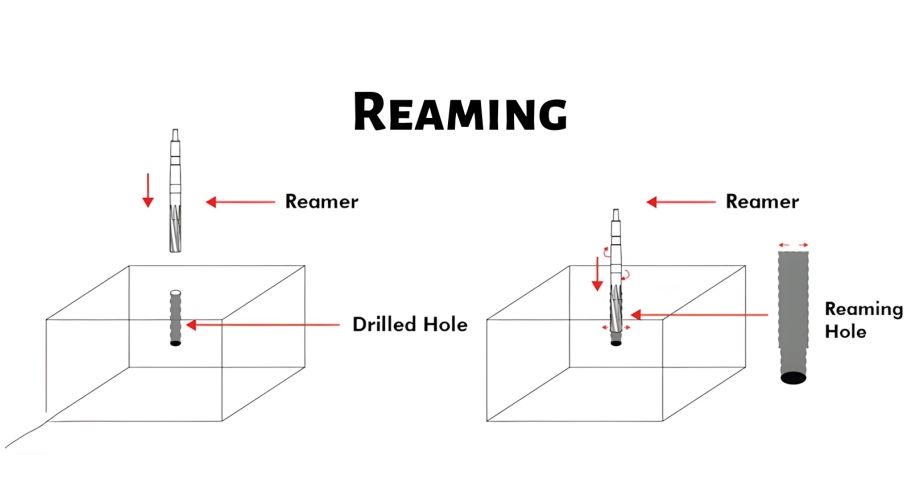
How Does the Reaming Process Work?

Reaming involves using the reamer to enlarge and finish holes that drill presses have made to an exact diameter and fine surface finish. This precision machining operation starts by making a pilot hole, which is smaller than the desired final size by about 0.1 to 0.5 millimeters. This step itself is very critical because reaming operations do not correct major errors or misalignment but rather refine what already exists.
A well-prepared hole ensures smooth engagement with the machine reamer, lowers the vibration of the tool, and results in excellent roundness and straightness. When the hole is prepared, the operator selects a suitable reamer size and reamer diameter based on the material, required accuracy, and production method.
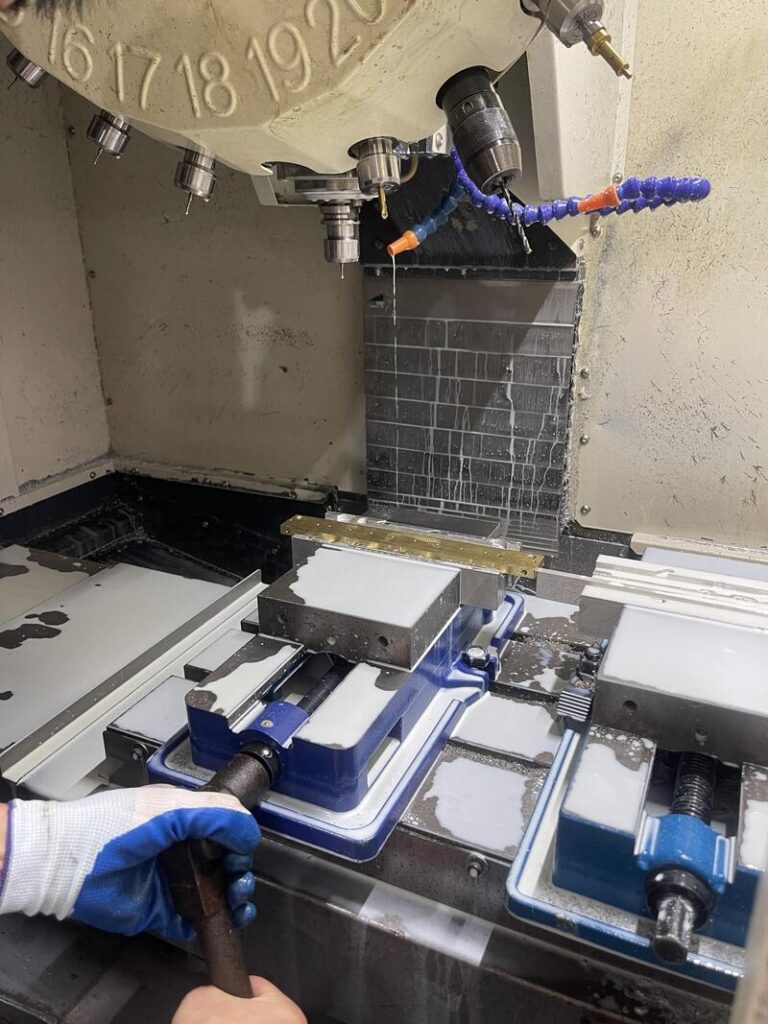
The reamer itself has several cutting edges set in either straight or helical flutes that shave off thin material from the wall of the existing hole. Depending on the setup, reaming operations can be done either by hand for small repair work or on machines like lathes, drills, or CNC milling machines for higher accuracy and production consistency.
During operation, the reamer is constantly fed into the hole at a controlled rate. In contrast to drilling, material removal is minimal, mostly in the range of 0.05 to 0.25 millimeters, just enough for smoothing the surface and reaching the exact target size.
Proper lubrication is important during this stage because it reduces friction, thus helping chip removal and preventing heat generation that may affect the tolerance.
Following reaming, the reamed hole is checked for desired diameter, roundness, and smooth surface finish using precision measuring instruments such as bore gauges or coordinate measuring machines. When done properly, reaming can achieve extremely high accuracy, with tolerances as small as ±0.0025 millimeters, and a surface finish often below Ra 1.6 micrometers.
The entire process helps produce precise holes that are perfectly round, smooth, and dimensionally stable, meeting the most strict engineering standards of hole geometry.
Advantages of Reaming

Below are the key benefits of reaming:
Improved Dimensional Accuracy
Reaming guarantees that the existing holes have dimensions within a few micrometers of precision to meet tight tolerance requirements. Being able to produce precise holes is crucial in applications like press-fit assemblies, dowel pins, or bearing housings, whereby small variances can impact either performance or alignment.
Better Surface Finish
As opposed to hole drilling or boring, reaming produces a much smoother internal surface. The large number of cutting edges on a machine reamer cuts very small chips uniformly. The result is a polished hole with a precise diameter that exhibits reduced friction and improved fit, enhancing the quality of the final assembly.
Improved Roundness and Straightness of Holes
Reaming corrects slight imperfections in the hole that may have been left by drilling, such as out-of-roundness or tapering, into a highly constant, round, straight hole needed for the precision fitting of parts in high-performance mechanical systems.
Consistent Repeatability
When used correctly, the reaming process delivers uniform results across multiple parts, making it ideal for mass production. This repeatable process minimizes the need for rework, while all components meet the same level of dimensional and qualitative standards.
Cost-Effective Precision
Although reaming is a secondary process, it provides a much more cost-effective way of achieving the same tolerances as grinding or honing. It takes less time and uses simpler equipment, thus helping manufacturers balance performance and efficiency.
Reduced Wear and Assembly Issues
A properly reamed hole reduces stress concentrations and relative pressure points when assembling. This translates to less wear and tear, smoother motion, and longer-lasting components, especially in rotating or sliding assemblies.
Different Types of Reamers

Below are the different types of reamers:
- Floating Reamers: Floating reamers automatically align the reamer’s centre with the hole’s centre, assuring parallelism. They are ideal for deep holes with high coaxiality requirements.
- Carbide Reamers: These reamers, made from tungsten carbide materials, possess exceptional hardness, wear resistance, and heat resistance, making them ideal for processing high-hardness materials such as high-speed steel and titanium alloys.
- Chuck Straight Flute Reamers: Designed with a specialised chuck system for simple tool changes and adjustments, as well as straight grooves for easy chip evacuation. Chucking reamers are suitable for batch manufacturing with frequent tool changes.
- Shell Reamers: Shell reamers are designed for screw machines, drills, automatic screw machines, and lathes, offering a cost-effective alternative for large reamer diameters.
- Taper Pin Reamers: These tools include a tapered cutting component that allows them to process tapered holes and ensure a proper fit between the hole and the pin. Morse taper shank is often used in engine cylinder heads and valve guide holes.
- Short Helical Reamers: Designed with shorter helical grooves for better chip evacuation, decreasing cutting force fluctuations. It also prevents tool wear throughout the cutting process. Suitable for shallow, large-diameter holes.
- Hand Reamers: Straight handles and longer working portions provide superior direction. Hand reaming is ideal for small workpieces and manual activities.
- D-MARK Reamers: High-precision reamers used in precision machining operations and aircraft that are built for high stability and longevity during heavy cutting operations.
What Are the Applications of Reaming?
Here are some examples of reaming’s uses in various industries:
Manufacturing
Reaming is the final stage in custom manufacturing that smoothes holes in precision items like hand tools and equipment parts. This technique is critical to achieving the precise tolerances and immaculate surface finishes required for the functionality and quality of high-precision items.
It ensures that components fit precisely together, which improves the overall integrity and functionality of the finished goods.

Automotive
Automotive Reaming is essential for precise activities like expanding and polishing holes in engine components. This process ensures that components such as brake systems and suspension units fit exact size standards and have a refined finish, which is critical for maximum vehicle performance and safety.
Medical
In orthopaedic surgery, reaming is an important method for preparing bones for intramedullary nailing, which is critical in healing lengthy bone fractures. It also plays an important part in joint replacement procedures, where precise hole dimensions are critical for joint implant fit and performance.
This precision ensures the endurance and success of surgical procedures, making reaming an essential component in medical device manufacture.
Aerospace
Reaming is essential in aerospace manufacturing, where precision is paramount. It’s used to create precise fastener holes in key components such as aircraft wings and landing gear. This assures the secure installation and robust functioning of aircraft elements, which are critical to the aircraft’s structural integrity and safety during flight.
What Are Tips for Using a Machine Reamer?

With 30 years of CNC experience, Sam is dedicated to solving complex design and machining challenges, ensuring precision and efficiency for every customer project.
[email protected]Best Practice for CNC Machining Reaming
Always align reamer to spindle axis precisely to minimize deflection and improve hole quality. Misalignment causes oversized holes, vibration, and surface roughness increases, overlooked by designers.
Contact Our CNC Machining ExpertHere are some tips to get he best result when using a reamer:
- Use the Right Cutting Fluid or Lubricant: The right lubrication reduces friction and heat, resulting in a superior finish and longer tool life.
- Maintain Proper Speed and Feed Rate: Follow the prescribed speeds and feeds to avoid tool wear and achieve the desired surface finish.
- Apply Consistent Pressure: Even and steady pressure enables uniform cutting and eliminates anomalies in the hole finish.
- Check Hole Sizing Regularly: Frequent checks help prevent over-reaming and keep hole dimensions within the acceptable tolerances.
- Deburring and Cleaning: After reaming, remove any burrs and clean the hole to get a smooth finish.
- Practice and Gain Experience: As with any skill, competency with reaming requires practice, so take the time to learn and improve.
How to Determine Reaming Size?
The reaming size is normally determined using the final hole size requirements and the drill press’s hole size. Before the reaming process, determine a suitable pre-drilled hole size based on the workpiece’s design specifications and machining conditions.
The pre-drilled hole size should be somewhat smaller than the final hole size to allow for enough material for reaming. Workpiece material qualities, cutting circumstances, and reamer cutting performance are all important factors to consider.
Common Issues and Solutions in Reaming Operations

Tracy is a sales manager with 18 years of experience in CNC machining, specializing in precision components and client solutions.
[email protected]Best Practice for CNC Machining Reaming
Select reaming allowance based on material and drilling. Insufficient allowance causes chatter, oversized holes while excessive allowance shortens tool life, often ignored in CAM parameter settings.
Contact Our CNC Machining ExpertEven with its precision, reaming can pose problems that affect accuracy and surface quality. Some of these common problems and their usual resolutions are identified below:
- Oversized Holes: Holes may be larger than desired due to tool wear, misalignment, or excessive cutting speed. The tool should be regularly checked for wear, aligned properly, and feed rates revised for the proper diameter.
- Poor Surface Finish: Rough surfaces are often the result of a dull or vibrating reamer. Correct lubrication, sharp tools, and steady cutting conditions ensure a smooth and clean finish.
- Chatter and Vibration: Instability between the tool and workpiece is what produces chatter. Reduce the cutting speed, secure the setup, and use a rigid or shorter reamer to minimize vibration.
- Tool Breakage: Breakage is caused by forcing the reamer or by poor chip evacuation. Steady feed, with proper coolant and chip removal, stops tool breakage.
- Misalignment: Accurate results cannot be achieved if the hole is off-center before reaming. The proper pre-drilling and use of a floating reamer holder improve alignment.
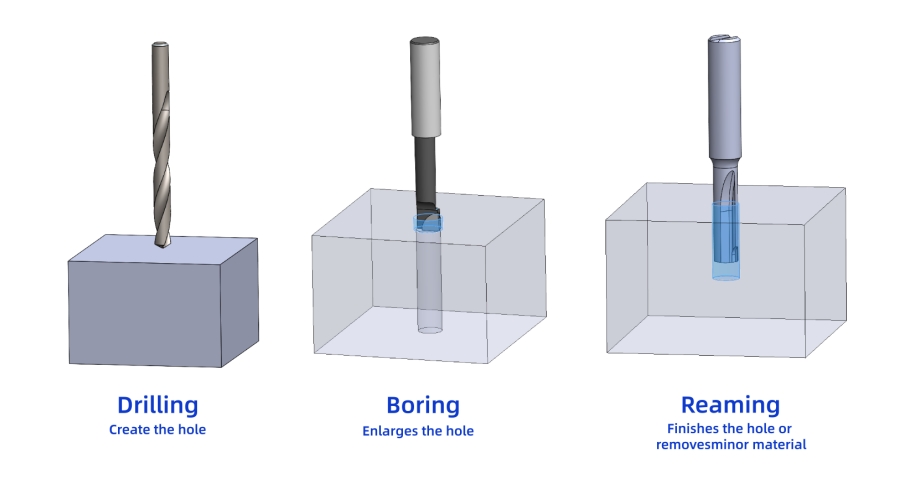
Reaming vs. Boring vs. Drilling: What Are the Differences?
Drilling, boring, and reaming in machining are closely related processes, each with its own unique function in the creation of precision holes. While drilling is the operation responsible for creating the initial hole, its geometry is refined by boring and perfected for final use by reaming.
Understanding the differences between these processes helps manufacturers determine which operation best fits their accuracy and surface finish requirements.
Drilling
The first and most basic method of hole making is drilling. Drilling involves the use of a rotating drill bit to cut into a solid workpiece and produce a new hole. The process is fast and suitable for most soft materials, but the resulting holes often have rough surfaces and minor inaccuracies in diameter or alignment.
These holes usually serve as the starting place for further finishing processes, such as boring or reaming, when tolerances are very tight. Still an efficient method, drilling alone cannot achieve the smoothness or dimensional accuracy required in precision components.
Boring
Boring is a secondary process for enlarging and correcting the geometry of an already drilled hole. The process increases the accuracy, alignment, and straightness of the hole by removing small amounts of material with a single-point cutting tool or boring head. As opposed to drilling, which creates the hole, boring ensures that a precise diameter with a consistent surface is attained to the depth of the hole.
The process can be applied in precision-machined parts such as engine cylinders or mechanical housings where proper alignment and precise size are needed. In comparison with drilling, boring usually results in a smoother finish, but reaming may still be needed to achieve the best level of accuracy.
Reaming
This is a finishing method to attain the final diameter and surface quality of a hole. Very little material is taken out, usually only a few thousandths of an inch, by a reamer with multiple cutting edges. The result is a highly accurate, smooth, and round hole that can meet tight tolerance specifications.
The reaming process is most important in applications that require precision fits, such as bushings, bearings, and dowel pin holes. Unlike boring, reaming does not significantly change the hole’s position or alignment; rather, it perfects the surface finish and diameter to meet exact design standards.
Conclusion

Reaming is one of the most reliable finishing processes in precision machining, valued for its ability to achieve tight tolerances and smooth, accurate holes. If the operation is done correctly, it enhances performance and quality in parts used across industries, from aerospace to automotive prototyping and manufacturing.
AT-Machining, precision is our priority. Equipped with advanced CNC technology, skilled engineers, and a stringent quality control system, we are able to fabricate expertly reamed components that meet the most demanding specifications. From prototyping to full-scale production, we offer reliable solutions with high precision, adapted to the needs of your specific project. Contact us today to get started!
