 跳到内容
跳到内容 
What Are Threaded Holes?
Threaded holes are circular holes with internal threads. A threaded hole can have threads made by tapping or threading since there are several ways of making threads in a hole. Machinists often use a cutting tap to make these threads in the internal diameter of the drilled hole. These holes with threads function as non-permanent joints, providing a position for secure fastener installation in mechanical assemblies.
Tapped or threaded components accommodate a threaded shaft like metal and machine screws, providing a reliable connection. The threads create resistance, preventing the fastener from loosening over time. It also allows the easy removal of the fastener when necessary.
Types of Threaded Holes
Threaded holes are two main categories depending on the dole depth and opening. They include:
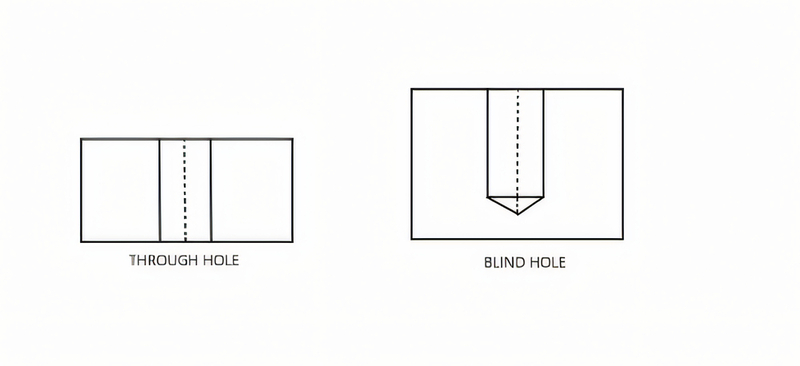
- Blind Holes: Blind holes do not completely extend through the drilled parts. These holes are defined by their thread size and hole depth. When you use a conventional drill, they often have a coned-shaped bottom, while an end mill gives a flat bottom.
- Through Holes: These holes penetrate the workpiece from one end to the opposite. Hence, the workpiece has a hole with two openings on both sides.
How To Make Threaded Holes

Machining threads in holes requires the technical know-how and the right tools. Here are simple steps involved in making precise internal threads in machined parts:
STEP 1: Cut a Cored Hole
The initial step to threading a hole is to make a hole for a thread with a CNC twist drill to achieve the preferred hole diameter. More so, it would be best to use the appropriate drill to cut holes accurately in diameter and depth. However, experts recommend applying a cutting spray to the drilling tool before cutting the hole to ensure a better surface finish.
STEP 2: Chamfer the Hole
To chamfer a hole, you must use a drill bit that moves slowly in the chuck until it reaches the hole’s edge. The chamfering process helps to ensure proper alignment of the screw threads. Consequently, chamfering the hole helps to prevent raised burr and improves the tool’s lifespan.
STEP 3: Straighten the Hole by Drilling
Here, you need a motor and a drill to straighten the drilled hole. However, it is advisable to consider the hole and bolt sizes when making a hole with threads. The size of the bolt will determine the hole’s size before tapping. Usually, the bolt’s diameter is larger than the drilled hole since tapping will later increase the hole size.
Furthermore, you must be mindful of the hole depth to avoid creating a through-threaded hole when trying to make a blind hole. Therefore, examine the type of tap you use because it will influence the hole depth. For example, a taper tap doesn’t create full threads. Hence, it is well suited for working deep holes.
STEP 4: Tap the Drilled Hole
The tapping process helps create internal threads in a hole so that a fastener can fit perfectly. To tap a drilled hole, you must turn the tapping tools clockwise. However, machining experts recommend making a 180º anticlockwise rotation for every 360º clockwise rotation to avoid metal shavings accumulation and create room for cutting the teeth of the tapping tool.
Types of Taps Used in Hole Threading

Machinists often use three main types of tap for making threads in holes of machined parts. These include
Taper Taps
A taper tap is ideal for making threads in harder materials because of its high strength and cutting pressure. It has six to seven cutting teeth cutting teeth that begin taping from the tip. The taper tap possesses a conical tip with a slight angle to the threads. More so, the tapered angle of its threads helps start hole threading easier than with the bottom tap.
However, the first ten threads made with taper taps may not form completely. Hence, finishing threading with this type of tap is not advisable. Also, taper taps are unsuitable for working very hard material or holes with a large diameter.
Plug Tap
The plug tap is well-suited for making deep and thorough threaded holes. It gradually cuts the internal thread in a workpiece using a progressive cutting motion. Machinists often use it after the taper tap; hence, it is often regarded as the “second tap.” These taps are suitable for correcting threads that need minor adjustments.
However, experts advise against using plug taps when the drilled hole is closer to the edge of the workpiece, as it can cause breakage when the cutting teeth get to the edge. More so, plug taps are unsuitable for working very small holes because the tap can break.
Bottoming Tap
This type of tap possesses one or two cutting teeth at its beginning. The bottom tap is ideal for situations when you need to thread deeper holes. The desired length of the hole often determines the use of the bottoming tap. The bottom tap threads holes from the bottom of the hole in cases where there is insufficient space to start the tap from the top.
Using a bottom tap, you can easily cut threads down to the bottom of a through hole. It is also suitable for threading a shallow blind hole. Moreover, machinists often begin threading a hole with a taper or plug tap and complete it with a bottoming tap to derive accurate threading. However, the bottom tap is unavailable in all sizes since it is a specialized tool.
Threaded Holes Vs. Tapped Holes: Their Differences

Threaded holes and tapped holes are common concepts in mechanical assemblies. Threaded hole is a general term used to represent a hole with threads within its inner walls. Since cutting taps can make these threads in holes, the term “threaded hole” has been used interchangeably with “tapped hole.” Thread milling or thread rolling are other methods of creating internal threads in a hole. Besides, the threading process allows the creation of threads on the exterior of a hole using a die tool.
However, a tapped hole refers precisely to a threaded hole created in an existing hole through the tapping process. These drilled holes are tapped using either the cutting tap or the forming tap. The tap produces threads in the hole as it turns. Nevertheless, there are other methods of creating threading a hole besides cutting. Threads can be formed or rolled on the inner diameter of a hole.
Below are other differences between tapped holes vs. threaded holes:
Material
Although many engineering materials are compatible with hole threading and tapping processes, a tapping tool works best with harder materials than threading. Using the right tap tool, you can create threads on hardened steel.
Speed
Considering the speed of the operation, tapped holes may take more time because it requires various tapping tools to get the perfect thread fit for different-sized holes. However, high-speed tapping centers with rigid taps can make threads in less time than a thread mill.
Flexibility
Tapping offers less flexibility due to its inability to alter the thread fit once the process has been completed. Tapped holes often have fixed locations and sizes after threading. In contrast, threading is more flexible because it has extensive options that allow you to alter the thread size.
Cost
You can easily make threads in a hole with a single thread mill. However, using different tapping tools for a single hole increases tooling costs. The tooling cost may also increase due to damage.
Moreover, a single tool can effectively make a wide range of holes in thread milling. Hence, it helps to reduce the tooling costs and time significantly. A thread mill can make right-hand and left-hand threads, internal and external threads, and huge threaded holes.
Helpful Tips to Consider When Making Threaded Holes
Several factors, such as the properties of the intended material, hole characteristics, and others, can influence the threading of holes in parts. Below are considerations for effective hole threading:
Material’s Hardness
A material’s hardness determines the force required to drill and tap a hole. The harder the material, the more force you need to make a hole in it and tap it. For instance, it would be best to use a tap made of carbide to thread a hole in hardened steel because it has high heat and wear resistance.
Besides, applying lubricants to the tap tool helps to ease the hole threading and prevent tool and material deformation. Similarly, reduce the cutting speed of the tool when machining hard materials to minimize tool wear and ensure better surface quality.
Ensure Optimal Hole Depth
It can be difficult to achieve the preferred depth when threading holes in a part, especially when dealing with a blind tap hole. Unlike a through hole, a blind hole possesses high restrictions. Hence, to avoid going too deep in the hole or not deep enough, you must reduce the feed rate or cutting speed to achieve optimal depth.
Maintain Standard Thread Size

The chosen thread size may impact the whole threading process. Standard thread sizes ensure that the thread fits in the part perfectly. The standard thread size you can use includes Metric thread (ISO), the British standard, or the National (American) standard. The most popular of all three is the metric thread standard. Its thread sizes have a corresponding diameter and pitch.
For instance, M6 1.00 has 6 mm as the bolt diameter and 1.00 as the diameter between the threads. M12 1.75 and M10 * 1.50 are other typical metric sizes.
Pick Suitable Machinery
Using the right tools is crucial to guarantee the success of any machining process. You can use cutting tools (single lip cutting tool or cutting taps) or forming taps to create a tapped or threaded hole. Although both tools can make internal threads, their mechanisms differ. As such, the material texture and bolt diameter will determine your choice.
Cutting tap tools remove materials to form internal threads designating a space for the screw thread to fit in. On the other hand, forming a tap is a highly efficient tool that rolls material to produce threads. Hence, it doesn’t create metal shavings. Besides, it is ideal for threading products made from less rigid materials such as brass or aluminum.
Proper Positioning
Threading has to occur in the proper position to ensure a successful and effective process. The thread’s position can be anywhere, i.e., close to the edge or middle. However, threading close to the edge requires more care as any mistakes can affect the surface finish of the part and damage the tapping tool.
Angled Surfaces
When handling a workpiece with an angled surface, experts advise that you slide the tapping tool down the surface carefully, as it can break due to bending stress. For instance, when working parts with angled surfaces, you can mill a pocket to create a flat surface for the tapping tool.
Selecting AT-Machining: Your Trusted Partner for Reliable Machining Services
Several CNC machines and processes can cut threads in holes. AT-Machining is your best bet whenever you need a reliable CNC machining services expert to handle your CNC parts manufacturing needs. We are a top CNC shop with years of experience manufacturing custom CNC machined parts with a tight tolerance in various materials. Our team of engineers and product quality experts can design tapped and threaded holes for your parts exactly to design requirements.
As your trusted partner, we will offer support and manufacturing solutions to make your design a reality. Submit a CAD file today to receive free quotes. We also provide quality design for manufacturability feedback that helps to optimize your parts production. Don’t hesitate to contact us today to discuss the details of your CNC machining project!
Conclusion
Threaded holes are fundamental elements designed to fasten, mount, or join components in assemblies. However, you must understand the required processes and tools to achieve good threading. This article has provided a well-detailed discussion on all you need to know about threading a hole. However, feel free to contact us if you have difficulties making threaded holes in your products.
FAQs
What Are the Common Complications of Threaded Holes?
Typical problems associated with threaded holes include thread galling, stripping of threads, insufficient thread engagements, and cross-threading. However, it is advisable to ensure proper tapping procedures to avoid these issues.
Can Damaged Threaded Holes be Repaired?
Whenever a threaded hole gets damaged, you can fix it using threaded inserts, helical inserts, or simply re-tap it to a larger size.
What Material Can be Tapped with Threads?
Different materials can be tapped, including plastic, wood, and metals (like brass, aluminum, and steel). However, soft materials like wood or 3D-printed parts will have delicate threads. Also, flexible or thinner sheet metal like aluminum requires more care to avoid damage.
