 跳到内容
跳到内容 
What Is Vacuum Casting?

Vacuum casting is the same as polyurethane or urethane casting. It is a process in which liquid resins are drawn into a mold with a vacuum to make plastic or rubber parts. A vacuum expels air bubbles from the mold to ensure the cast parts take on the intended shape. Rubber, resins, and thermoplastic are the liquid materials commonly used for urethane casting.
Manufacturers use this process to create small batches of plastic or metal parts with superior quality and accurate dimensions using a master model. However, vacuum cast parts may fail in high heat or pressure applications.
How Does Vacuum Casting Work?
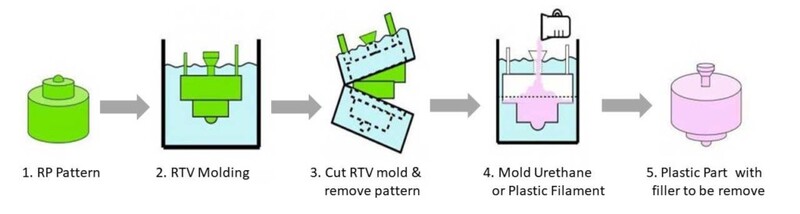
Vacuum casting is a contemporary and technical manufacturing process. It requires a mold tool shaped like the finished product and uses silicone for the molds instead of metals. Here is a stepwise guide to how vacuum casting work:
Step 1: Create a 3D Model
The process starts by making a 3D model of the intended component. You will have to make proper calculations before creating the 3D model to prevent deformities or flaws that can affect the finished product after casting.
Therefore, it is crucial to adhere to the injection molding principles carefully and make appropriate adjustments to the calculations where necessary. CATIA, AutoCAD, or Solidworks are typical design software you can use to develop a 3D model for your injection molding project.
Step 2: Create a Master Pattern
Here, you will have to generate a high-quality master model using the 3D model you created. Although manufacturers used to depend on CNC machining to make them, 3D printing technology has made the marker’s role more practical and economical. However, the precision of CNC machining is better than that of 3D printing. For high-precision requirements, our customers generally opt for CNC machining.
The master pattern of the mold is a prototype product designers use to develop silicone moulds. The cast model is a replica of the master pattern. As such, any deformities on the master pattern can affect the silicone molds. Therefore, it is crucial to prepare the master pattern with the highest degree of precision.
Step 3: Make Silicone Rubber Molds
Once you have developed a master pattern, you can cast silicone molds. These molds are created using the master pattern and a casting box. The master pattern with casting cores and inserts fitted within it is suspended in the casting box. The casting gates and risers are placed in the casting box with the cores to pour molten silicone and remove the finished mold.
Hot, liquid silicone is poured into the casting box around the master pattern, filling in all the crevices of the prototype mold as it flows inside the master pattern. The liquid silicone is cured inside the casting box at 40ºC for 8-16 hours. However, the timing may vary depending on the dimensions of the silicone mold. The risers are retrieved, and the silicone mold is removed from the casting box after the silicone becomes hard and the curing is done.
Step 4: Mix the Polyurethane Resin
Various types of polyurethane (PU) resins are available with varying material and structural properties relative to the type of components to be manufactured. The polyurethane resins used in vacuum casting are usually heated to 40ºC before mixing. A two-component casting resin and any preferred pigment are combined in precise volumes and poured into a container to use the machine. The mold is then returned to its position while the pouring gates are fastened to the mixing and pouring vessels.
Usually, the vacuum-casting resins and color pigments are mixed continuously and deaerated for about 50 to 60 seconds in a vacuum during the auto-pouring process. Then, the liquid material is poured into the mold under a vacuum pocket to prevent air pockets. Vacuum technology ensures bubble-free molds and eliminates possible flow resistance caused by air bubbles inside the mould tool, and gravity ensures the tool gets filled properly.
Step 5: Cure and Demold the Cast Object
The resin is heated in a curing room till it solidifies after being poured into the vacuum chamber. However, the cast part can be extracted from the mold when it has hardened. Hence, you can remove the gate and risers and perform finishing treatments when the casting is done.
Advantages and Disadvantages of Vacuum Casting
Vacuum casting is a versatile production process perfect for small-batch production runs of prototypes and productions. Below are the significant advantages of vacuum casting:
- Polyurethane casting helps to achieve parts with complex shapes and features that are nearly impossible with other rapid prototyping methods.
- There are various resins compatible with vacuum casting.
- Vacuum casting is well-suited for producing high-quality cast parts in small batches.
- The vacuum casting process is relatively low cost than other alternatives like CNC machining because its molds are reusable.
- Components of an assembly created using the vacuum casting process often fit perfectly without post-processing operations like drilling or sanding.
Although vacuum casting offers numerous advantages, its common setbacks include:
- The vacuum casting process is only compatible with specific materials like thermoplastics and rubber.
- It is unsuitable for high-temperature applications.
- Vacuum casting is a slow process, which may not be ideal for high-volume production runs.
- The mold type used in vacuum casting may affect the quality of prototypes.
- Shrinkage may occur, leading to overly thick or thin features in cast parts.
Industry Applications of Vacuum Casting

Vacuum casting has various applications since it is a cost-effective and reliable alternative to traditional processes like injection molding. Here are typical applications of vacuum casting in different industries:
Aerospace Components
Vacuum casting is a versatile process engineers use to create precision aerospace components. It is suitable for making aircraft components such as fuel systems, air ducts, and exterior components due to its repeatability, superior accuracy, and ability to produce intricate details.
Automotive Industry
Automotive makers rely on silicone vacuum casting due to its ability to create highly detailed parts and components. It offers the superior accuracy and repeatability required to develop vehicle components, including exhaust systems, dashboard panels, lighting lenses, intake manifolds, and body panels.
Medical Industry
Manufacturers in the medical industry rely on the high precision of vacuum casting to create complex parts and components such as implants and prosthetics.
Food and Beverages Industry
The vacuum casting method is suitable for creating intricate packaging components and other complex-shaped items like bottles, cans, mugs, and food containers.
Consumer Goods
Vacuum casting is suitable for making intricate consumer goods like sporting equipment, phone cases, sunglasses, pens, and toys. It produces highly precise products that are suitable for consumer use.
Typical Technical Specification of Vacuum Casting
Vacuum casting offers a smooth surface since it uses a vacuum to remove the air from the mold before pouring in the molten material, ensuring minimal defects. Below is a table of the general specifications of the process:
| Vacuum Casting | Technical Specification |
|---|---|
| Typical Quantities | Usually between 1 and 50 parts per mold |
| Maximum Part Dimensions | The dimensions of the vacuum chamber determine the mold’s size. |
| Minimum Wall Thickness | The minimum wall thickness of 0.75 mm is necessary to ensure even filling of the mold. However, at least 1.5 mm wall thickness is recommended to achieve the best results. |
| Accuracy | ± 0.3% (dimensions below 100 mm bear a lower limit of 0.3mm) |
| Material Choice | A long list of materials, including rubber or plastic. |
| Surface Structure | It offers a glossy or matt surface finish. |
| Time Frame | Parts between 30 and 50 pieces take 24 hours to 5 working days. |
Vacuum Casting Vs. Injection Molding Vs. 3D Printing: Comparison

Vacuum casting offers a cost-efficient means of producing well-detailed and high-quality plastic parts with excellent surface finishing. On the other hand, injection moulding is another common technique for creating plastic parts by injecting molten material into the mold cavity. While injection molds are made from metals such as steel or aluminum, vacuum casting tools are made from silicone.
Vacuum casting is more time-saving than injection molding because it doesn’t require a DFM process. However, silicone vacuum casting is time-consuming compared to 3D printing, especially when multiple copies of intended parts are needed. 3D printing is a popular additive manufacturing method that uses powder or liquid powder to create parts layer by layer.
Furthermore, it would help to consider factors such as the desired volume, lead time, tolerance needs, and surface finish requirements when choosing between these manufacturing processes. Vacuum casting offers tight tolerances and excellent surface finishing, making it the perfect choice for small-scale production runs. Injection moulding is well-suited for high-volume production runs where tight tolerance is not a major requirement. 3D printing processes are much faster than the vacuum casting technique.
Nevertheless, 3D printing is considerably better if speed and cost are primary to your project. At the same time, vacuum casting is the best choice if high accuracy and detail are your priorities.
Conclusion

Vacuum casting is a cost-effective method for making detailed plastic and rubber components in small batches. Product teams often use vacuum-cast parts for function testing during the product development stages. Since silicone vacuum casting is a cheaper manufacturing solution that provides excellent results, it has a wide range of applications.
Get Custom Cast Parts from AT-Machining now; we are a top vacuum casting expert. We offer other manufacturing services like on-demand CNC machining, 3D printing, and surface finishing treatments. Our skilled engineers and experienced quality experts can handle your low-volume plastic parts production. Submit your CAD files today for a free quote. Don’t hesitate to contact us for inquiries and how we can help you with your manufacturing needs!
