 跳到内容
跳到内容 
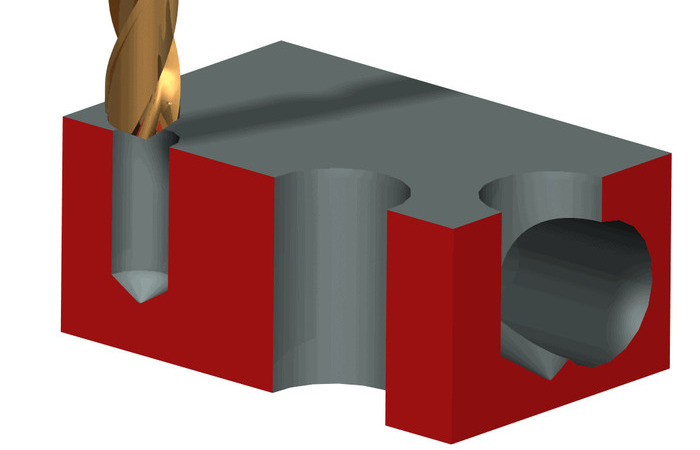
What Is a Blind Hole?
A blind hole refers to a hole milled, bored, or drilled in a workpiece that doesn’t penetrate to the other side of the part. Moreover, you have to machine a blind hole with optimal accuracy to ensure the blind hole ends at the specified depth within the workpiece.
How to Drill a Blind Hole
The intended optimal thread engagement of the fastener determines the hole depth and an additional depth, enabling the tap to thread to the correct depth. You can create a blind hole in different ways using a hand drill. However, drilling to an exact depth with a hand drill or making a perpendicular hole isn’t easy.
Besides, a piece of tape wrapped around the drill bit indicates the depth of the drilled hole. Alternatively, there are other hand drills with a depth indicator extending from the front and physically stopping the drill from going too deep after reaching the preferred depth.
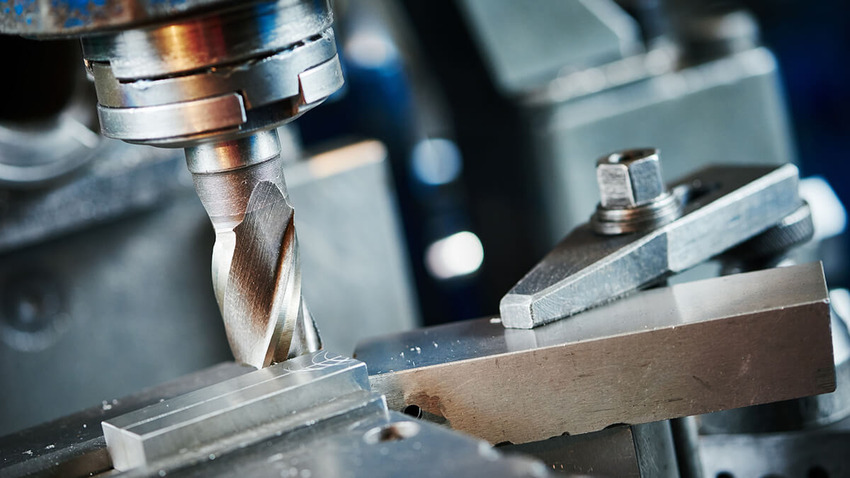
Generally, it is ideal to drill blind holes with a drill press than a hand drill. A drill press can drill perpendicular holes when hand drills fail because it is hand operated and introduces risks of inaccuracies. Moreover, drill presses have a depth indicator that serves as a visual guide and ensures correct depth when drilling. The drill base maintains a perpendicular position to the drill axis.
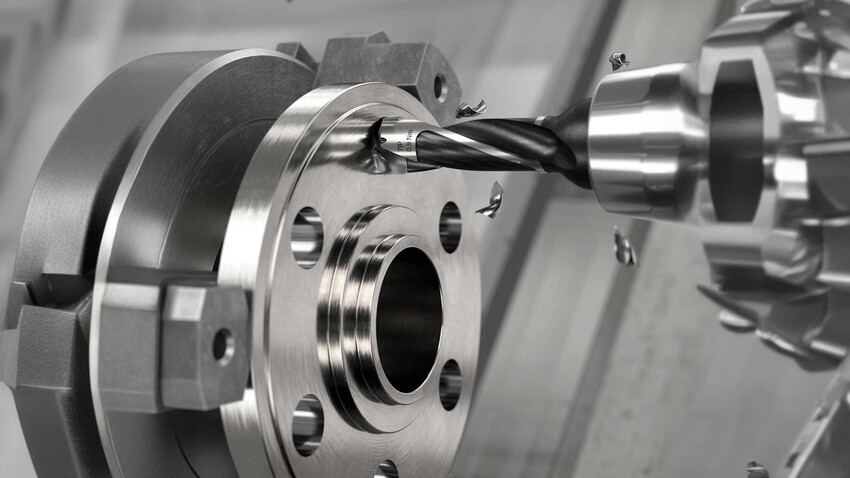
Advanced drilling techniques often involve using a lathe, CNC mill, or CNC drill. The lathes allow the placement of a drill in the tailstock and feed a rotating material or workpiece to the stationary drill. As a result, this technique creates the most accurate holes. However, you can undersize the hole and use a reamer to finish the hole if the hole requires precision.
It is advisable to ensure a constant supply of cutting fluid to the drill and continuous excavation of chips, irrespective of the technique used to drill a blind hole. You can do this by retracting the drill regularly to blow out the scraps from the hole. Failure to lubricate the drill and clear the hole can result in drill damage or get the drill stuck in the hole.
Why are Blind Holes Essential in Machining?
This section discusses why blind hole engineering is crucial in machining:
Tolerance
Tight tolerances and accurate dimensions are critical requirements in CNC milling processes. As such, a blind hole is usually easier to create due to the set reference point beneath the hole. Moreover, you can measure the depth of the hole to confirm that the hole possesses the required tolerance.
Strength
Blind holes sometimes offer additional power than a through hole in a material. As a result, the material can spread the load over a wider surface area at the base of the hole, reducing the risk of breaking due to strain or stress. Besides, blind holes are critical elements in custom machining as they can enhance the final part’s strength, precision, and flexibility.
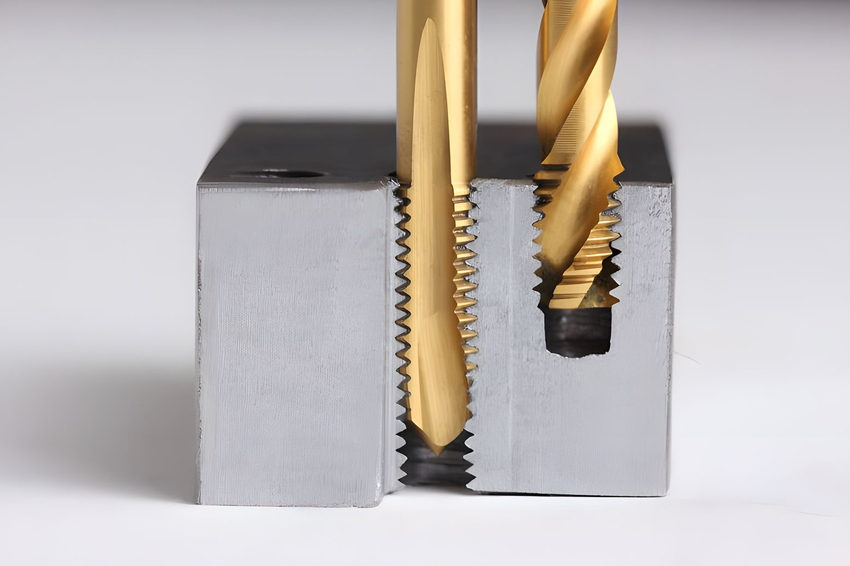
Threaded Holes
Blind holes are commonly used for threaded holes since they are often required on one part of the hole. For example, the bolt in bolted joints may only have to thread into a portion of the hole, leaving the remaining space unfilled.
Moreover, blind holes are often helpful in enhancing the aesthetics of a part. A through hole may seem untidy for this purpose compared to a blind hole since the hole’s bottom will remain obvious.
How to Clean Blind Holes

Removal of chips is crucial when drilling blind holes because failure to extract these chips can lead to complications such as drill wear and breakage. You can employ air or a high-pressure stream of liquid coolant to extract the chips from the hole. However, if the holes become too deep, the drill flutes may be inefficient in removing the chips.
Moreover, cleaning the hole again to remove any leftover debris after drilling is advisable. Thus, you can use a hand-operated air gun in this case. You can also use a specialized hand-held hole cleaner to blow compressed air into the hole and suck the blown-out debris simultaneously into an enclosed container.
Drill Depth Clearance in Blind Holes
It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind holes for tapping. This gives the fastener sufficient thread engagement for maximum holding strength and enough clearance for the tap.
However, note that the intended type of tap, the material’s thickness, the recessed feature’s intended depth, design requirements, and intended application often influence the hole depth.
For instance, a taper tap will require a deeper hole than a spiral flute tap or bottom tap for the exact amount of threads. This is because it has a longer point and lead-in before it can cut a full-depth thread.
More importantly, the blind hole’s depth must not exceed the material’s thickness to avoid compromising the integrity of the machining material. It may weaken the framework or the product. Thus, refer to the design specifications to machine the blind holes to the proper depth for the intended purpose.
Below are formulas that are used as general guidelines:
For the holes with a depth two times the fastener’s diameter, the tap depth should be:
Thread Depth + (Thread Pitch * 9)
The tap depth for other hole types should be:
(Thread Depth + (1 + Thread Pitch 4)) + (Thread Pitch 5)
What Is the Callout Symbol of a Blind Hole?
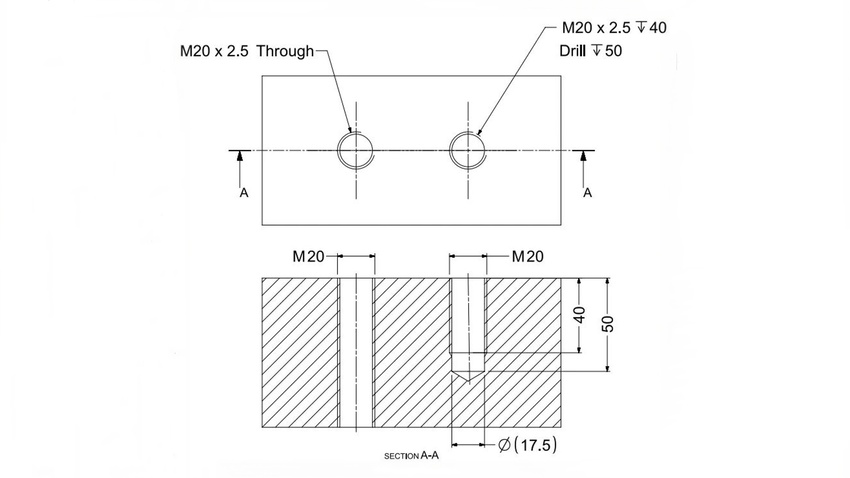
The “M20 x 2.5” footnote in the above figure represents the thread pitch and fastener size. Meanwhile, the arrow pointing downwards represents the thread tap depth, and the last number indicates the total hole depth.
What Are the Other Types of Holes in Machining?

There are different holes suitable for various applications. Below are some of the hole types:
- Tapered Holes: These types of holes have a gradually changing diameter. They start rather wide, tapering down at an angle as it depresses deeper into the workpiece. The taper usually continues through the material; they are suitable for tapered pins instead of fasteners.
- Counterbore Holes: A counterbore hole is a standard hole with a bigger hole above it. The hole usually has a flat base which prevents a socket cap fastener from shooting out beyond the surface of the workpiece. They are suitable for machining bolts or screws in a workpiece.
- Countersunk: A countersunk is like a counterbore hole with a cone-shaped hole above the standard hole. Product engineers often use a flat-head socket screw to machine these holes.
- Counterdrill: This type of hole combines countersink and counterbore holes. It features a counterbored hole-top which transforms into a countersink hole moving to the pilot hole. They are often suitable with socket head countersunk screws.
- Spotfaced: A spotfaced hole is typically a shallow or surface counterbore hole used to create a flat mating surface between the fastener’s underside and the material perpendicular to the hole’s central axis, which is being joined.
Difference between Through-Hole and Blind Hole
A through hole or thru-hole is a hole that goes all the way through a part with two open ends. Inversely, a blind hole has one open side and an opposite side which the hole doesn’t break through. A blind hole has a specified depth. However, depending on the core hole of choice, your parts need different taps.
Engineering Tips for Drilling Blind Holes
Even though blind holes machining can be challenging, below are some helpful tips:
- Utilize a drill press in machining blind holes. It offers better control and accuracy throughout the drilling process.
- Choose the proper drill bit for your drill press when drilling a material. It is vital to use the correct size and appropriate drill bit style. Brad-point or Forster bits are perfect examples of drill bits that make clean and precise holes.
- Mark out the depth cavity on the drill bit with a marker or piece of tape before drilling the hole. This helps to prevent machining errors like through-hole drilling and cutting the hole too deep.
- It would be best if you always began drilling a blind hole slowly. It ultimately guarantees an accurate, clean hole and prevents the drill bit from drifting from the predefined path.
- Apply cutting lubricant to the drill bits when drilling through metal. It helps to make a clean hole while preventing the drill bit from overheating or breaking.
- It is advisable first to drill a pilot hole for holes with a bigger diameter. It helps in controlling the bigger drill bit and assures a straight hole.
- Clean the hole’s opening with compressed air or vacuum to remove debris or dust.
Conclusion
Blind holes are essential features machined in various modern products. Although blind holes may seem complicated, you may read through the above explanations to achieve holes with high accuracy that fits the intended purpose. However, AT-Machining is the perfect one-stop shop for professional assistance with your blind hole machining.
AT-Machining offers an extensive range of machining solutions, such as CNC and other reliable prototyping and CNC machining services. Contact us today, and let professionals handle your project the right way!
