 跳到内容
跳到内容 
Introduction to Centerless Grinding

Centerless grinding is a subtractive process that uses an abrasive wheel to cut material from a workpiece’s external diameter to achieve desired properties. A centerless grinding machine usually comprises a grinding wheel, work blade, machine base, and regulating wheel. The workpiece material is not mechanically fastened to drive the part in centerless grinding.
The centerless grinding process ensures less setup time and better concentricity since it doesn’t include part centering. Besides, it controls workpiece rotation and feed rate precisely, allowing tight tolerances. Most importantly, centerless grinding provides lower tooling costs, and it is an ideal solution for processing materials and small workpieces that are difficult to grind using traditional methods.
The Core Components of Centerless Grinding Machines
Centerless grinding machines are well-suited for precision grinding of cylindrical parts, including bearings, rods, and shafts. Below are the fundamental components of centerless grinding:
The Role of the Grinding Wheels
The grinding wheel is an important cutting tool, usually made of materials like silicon carbide, polycrystalline diamond, and aluminium oxide abrasives. The function of the grinding wheel is to make contact with the workpiece to remove material.
The grinding wheel rotates at high speeds and cuts, grinding the workpiece to achieve the preferred size and shape. Grinding wheels are of varying sizes and types, abrasive grits, depending on the particular application and processed material. The grinding wheel shapes required for specific applications determine the grinding results.
The Importance of the Regulating Wheel
The regulating wheel supports the workpiece and guides its rotational speed. The regulating wheel ensures a regular and precise workpiece rotation. It often rotates opposite to the grinding wheel and has a slightly smaller diameter.
It drives the workpiece against the grinding wheel by applying pressure. The regulating wheel dictates the material removal rate and maintains the preferred work diameter by regulating the workpiece’s rotational speed.
The Workblade and Its Critical Setup
The workrest blade supports and controls the workpiece’s position, ensuring its proper positioning and grinding stability. More so, the setup of the work blade is critical to achieving precise and consistent results.
It is best to position the work blade at a particular angle proportional to the grinding and regulating wheels to guide the workpiece’s axial movement. However, depending on the specific application, the worktable design may possess varying shapes and materials.
How Centerless Grinding Differs from Traditional Grinding
Centerless grinding differs from traditional grinding processes in various ways due to its remarkable workpiece support system and absence of specific mechanical constraints. This section discusses the difference between centerless grinding and traditional grinding:
Absence of Mechanical Constraints
Centerless grinding does not employ chucks or centers in holding and rotating its workpiece like traditional grinding setups. You can support the workpiece by regulating the workblade and the rotating wheel, eliminating the need for extra workholding fixtures or center holes.
Moreover, the centerless process works without elaborate clamping devices. You can feed the workpieces into the grinding zone with external mechanisms as you perform the grinding without a direct mechanical attachment to the workpiece. Traditional grinding requires elaborate fixtures to hold the workpiece in position, increasing the complexity and setup time.
Centerless grinding is ideal for processing long, thin workpieces that would rather be difficult to hold and spin in traditional grinding. Centerless grinders allow consistent and quality results without the hindrance of chucks or centers.
The Unique Workpiece Support System
Centerless grinding utilizes a regulating wheel and workblade to control and support the workpiece. The workblade supports the workpiece, while the regulating wheel applies pressure to it during the grinding procedure.
In addition, the centerless grinding machine’s relative speeds, regulating wheels, and work blade setup dictate the workpiece’s axial movement. Hence, this versatile support system allows uniform grinding results and larger diameter control.
On the other hand, traditional grinding relies on chucks and centers to hold and guide the workpiece. Traditional grinding involves proportionally adjusting the workpiece’s position to the wheels to achieve axial control. Although this setup facilitates the grinding of certain features, it may not offer the same degree of continuous axial control as centerless grinding.
The Science behind Centerless Grinding
This section discusses the principles that guide the center grinding process and the relationship among the grinding wheel, regulating wheel, and workblade:
Achieving Roundness from Out-of-Round Conditions
The regulating and grinding wheels completely remove material from a cylindrical component in centerless grinding, providing a round and fine surface. Although workpieces are not always perfectly cylindrical because of manufacturing variation and other related factors, precision centerless grinding offers roundness regardless of out-of-round conditions.
However, this process ensures that your workpiece attains a perfectly round shape after grinding to achieve roundness from out-of-round conditions, regardless of its irregularities. The out-of-round or high points experience more material removal from the grinding wheel than the low points as the workpiece rotates.

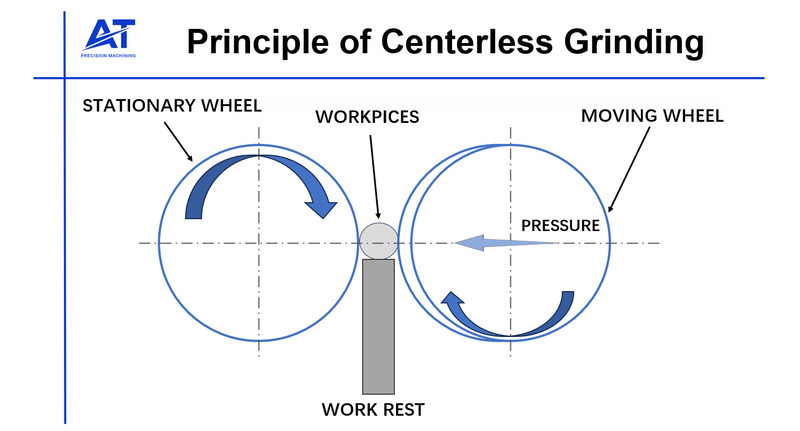
The Relationship among Grinding Wheel, Regulating Wheel, and Workblade
These components work in harmony to ensure an effective centerless grinding operation. The primary function of the grinding wheel is to rotate at high speed as it removes material from the workpiece. The grinding wheel is often made of abrasive materials like silicon carbide or aluminum oxide.
Moreover, the regulating wheel is directly above the grinding wheel and controls the workpiece rotation speed and speed rate. It holds the workpiece and applies pressure to prevent it from slipping when driving.
The workblade supports the workpiece and retains its position when grinding parts. The workblade stays between the regulating wheel and the grinding wheel. Its adjustable height and angle help control the depth and surface finish of the grinding operations.
Setting Up for Successful Centerless Grinding

It is essential to successfully set up the machine grinder to ensure accurate and efficient grinding operations. Below are typical considerations when handling workpiece height, work blade angle, and regulating wheel rotation:
Determining the Correct Workpiece Height
Using the proper workpiece height is ideal to achieve accurate and uniform grinding results. Different complications, including out-of-roundness, taper, and poor finish, can occur due to improper positioning of the workpiece. Therefore, here are steps to follow to determine the ideal workpiece height:
- Inspect the workpiece to detect any defects or flaws that must be removed when grinding.
- Measure the workpiece’s diameter at different points with precision measuring tools to determine the average size.
- Set the workrest blade’s height to ensure the workpiece is at the proper height in proportion to the grinding wheel. This height provides the uniform grinding of the workpiece across its diameter.
- Conduct test grinds on a scrap to ensure the machine grinds the workpiece properly. Adjust the workpiece’s height till you achieve the desired results.
The Role of the Workblade Angle
The workblade angle is pivotal in controlling the rotational and axial movement of the workpiece when grinding. It ensures stability and consistency during centerless grinding. You must set the workblade to 3 – 5 degrees.
However, the appropriate angle may vary depending on the material and grinding requirements. It would help to know that shallow angle provides greater rotational freedom while steeper angles offer more axial support.
You can use manual adjustments or machine controls to adjust the worktable’s angle correctly. Most importantly, test the grinder with a crap workpiece to check that the workblade angle is correct and adjust the angle as required to achieve desired outcomes.
Regulating Wheel Rotation and Its Impact
The regulating wheel dictates the workpiece’s feed rate and rotation speed during grinding. Hence, proper wheel regulation is crucial in maintaining quality finish, consistent size control, and roundness. Moreover, the workpiece size, material, and desired finish determine the required wheel rotation adjustments.
In addition, you may have to adjust the regulating wheel’s feed rate to control the material removal rate and ensure the workpiece’s seamless rotation to prevent complications such as out-of-roundness and taper that occur when grinding.
Although higher wheel rotation speeds offer finer surface finishes, you may need lower speeds to grind certain materials. However, employ coolant and lubrication to mitigate grinding wheel and workpiece overheating. It helps to ensure excellent surface quality and dimensional stability.
Different Techniques in Centerless Grinding
Centerless grinding can be categorized into different techniques based on the feed methods. Below are typical techniques in centerless grinding:
In-feed Grinding and Its Analogies
In-feed grinding is well-suited for machining workpieces with complex shapes and tighter tolerances. In-feed or plunge grinding is perfect for applications that require precise control over the workpiece’s diameter and surface quality. In-feed centerless grinding, the workpiece is fed axially to the grinding wheel, cutting material gradually to achieve the preferred size and dimensions.
The regulating wheel typically rotates the workpiece at one speed, pushing it closer to the grinding wheel, which rotates at a higher speed. Consequently, the removal rate is faster due to the greater speed difference.
Thru-feed Grinding and Its Mechanism
Thru-feed or through-feed grinding is perfect for machining cylindrical workpieces with a uniform outside diameter along their whole length. Through-feed centerless grinding requires consistent feeding of the workpiece through the grinding wheels, removing material to acquire the preferred dimensions and surface finish. The workpiece goes through the grinding wheel and exits the other end with a finer surface quality.
The Modern Evolution of Centerless Grinding

Centerless grinding is more adaptable for machining relative to the needs of the manufacturing industry with CNC and servomotor technology integration. This section discusses the modern evolution of centerless grinding:
The Transition from High Volume to Shorter Job Lot Sizes
Centerless grinding was initially used for mass production that involved continuous grinding of identical parts for longer times. However, the demand for higher flexibility and the ability to execute smaller production runs has increased considerably in modern manufacturing environments.
Consequently, manufacturers widely embrace centerless grinding in handling an extensive range of such as custom parts and low-volume manufacturing. This transition has resulted in the development of cutting-edge and flexible centerless grinding machines.

The Integration of CNC and Servomotor Technology
Integrating computer numerically controlled technology is one of the most effective transformations in centerless grinding. A CNC centerless grinder allows precise control over grinding operations, ensuring accuracy, repeatability, and consistency.
You can program CNC centerless grinders to grind relatively complex shapes with little to no setup changes. As a result, these grinding machines are well-suited for executing shorter job lot sizes and vast product variations.
Servomotor technology, on the other hand, is pivotal in modern centerless grinders. They are high-performance technology that offers precise control over grinding speed and movement. These motors provide superior positioning and responsiveness during centerless grinding.
Servomotors facilitate faster and more accurate adjustments during centerless grinding, ensuring dimensional accuracy and excellent surface finishes. More so, servomotor technology reduces changeovers and setup times.
Real-World Applications of Centerless Grinding

Centerless grinding is a flexible machining technique with applications across a broader range of industries and for multiple workpieces. These grinding applications include:
Hypodermic Needles
Machinists often utilize centerless grinding machines in the medical sector to process medical devices such as hypodermic needles. The technique ensures safe and effective needle insertion by offering precise outer workpiece diameter and surface finish.
Bowling Balls
Centerless grinders are ideal for making spherical shapes and accurate weight distribution needed to make bowling balls. This grinding technique ensures smooth and precise rolling of the ball.
Other typical applications of the centerless grinding process include:
- Automotive parts
- Aerospace components
- Fasteners
- Bearings
Debunking the “Magic” Perception of Centerless Grinding

The magic perception of centerless grinding originated from the ability of the process to machine precise and finely finished cylindrical components without using traditional centers and fixtures. However, understanding the principles and key factors involved in the centerless grinding technique helps to demystify this perception.
Understanding the Science Behind the Process
Even though many term centerless grinding as magic, it operates on a fundamentally structured principle of physics and engineering. The grinding wheel is made of abrasive grains and works similarly to sandpaper in smoothening the workpiece surface. However, there are usually two grinding wheels, and both work on a more controlled and precise scale.
On the other hand, the rotating wheel determines the workpiece’s rotation and feed rate by regulating its speed and tilt angle. It provides the required torque and force applied to the workpiece. The work rest blade supports and stabilizes the workpiece, preventing it from deflecting.
More importantly, the absence of chucks or centers in this technique eliminates part-centering. Consequently, it relies on the principles of rotational symmetry to ensure concentricity. Therefore, it is right to conclude that centerless grinding is purely well-engineered geometry, not magic.
The Achievable Results with Proper Knowledge
The operator’s technological expertise and the machinery’s precision offer attestable results. You can achieve dimensional accuracy and tight tolerance in micrometres or smaller with adequate knowledge of the process.
Additionally, this process can offer incredibly smooth and polished surface finishes that meet the stringent requirements of industries like medical devices, automotive, and aerospace. Furthermore, the proper knowledge of centerless grinders and their operations ensures consistent results over long production runs and uniform manufactured cylindrical parts.
Conclusion: Embracing the Precision and Efficiency of Centerless Grinding at AT-Machining

Centerless grinding is a machining process capable of providing machined surfaces that are difficult or impossible to achieve with other techniques. The unique qualities of this process make it irreplaceable and ideal for various applications with stringent quality requirements. AT-Machining is the perfect partner for you whenever you need the help of professionals with your centerless grinding projects!
Experience the precision and efficiency of centerless grinding at AT-Machining today. Our engineers and operators have the required experience and skills to operate grinding machines. Our CNC machine shop house innovative centerless grinding machines that allow us to offer quality cylindrical parts, amongst other. Submit your design today; we offer instant quotes. Contact us today, and let professionals handle your projects!
