 Skip to content
Skip to content 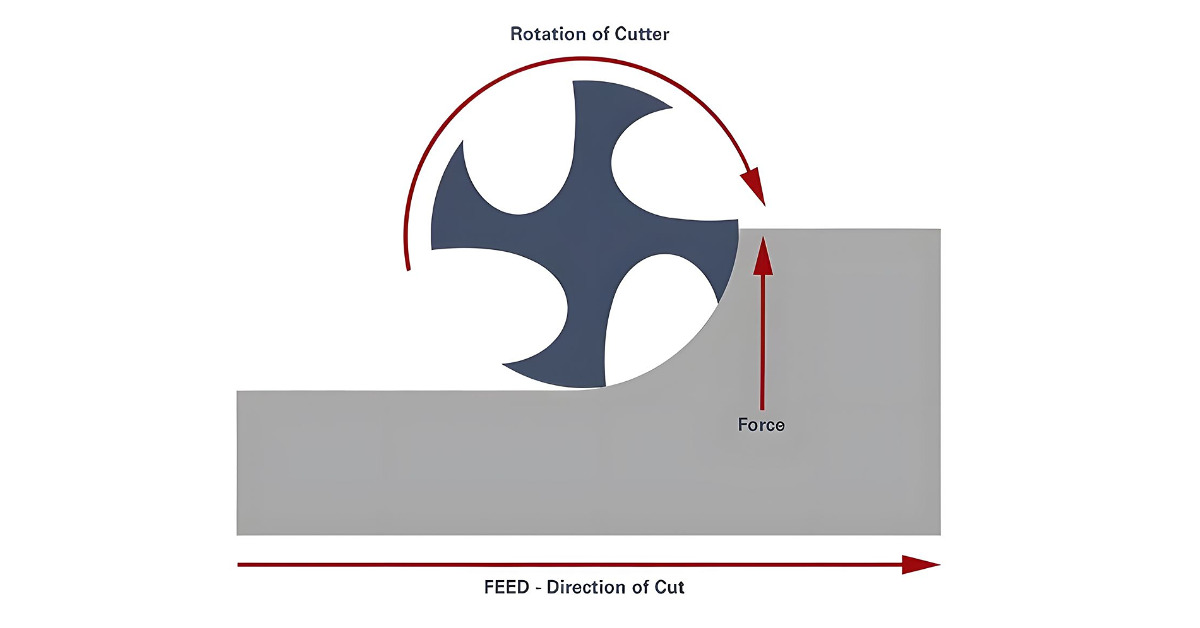
Overview of Climb Milling
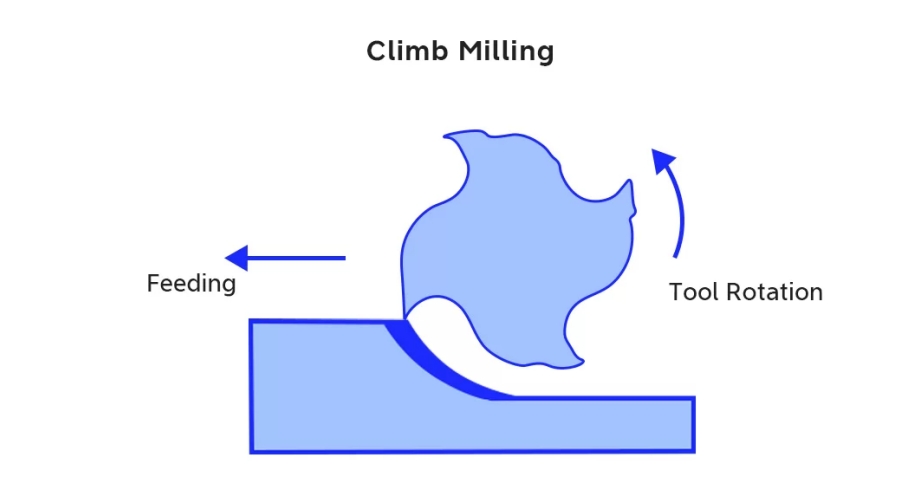
Climb milling, also called down milling, entails using a cutting tool that moves in the same direction as the table feed (feed of the workpiece). This means that the rotation of the cut and the cutting tool are in the same direction. It mitigates the risk of workpiece chatter and ensures the machined part has a cleaner and more appealing surface finish.
The tool digs into the workpiece, beginning with the thickest chip and decreasing to zero thickness as the cutter exists. Besides, the spindle moves on milling machines such as the gantry router, unlike typical machines where the workpiece moves.
More notably, this milling style ensures zero chance of recutting since the cutting tool’s teeth climb onto the workpiece during the process, depositing generated chips behind the cutter. However, this milling process meets the workpiece at the maximum thickness and begins chip formation with a full thickness, which decreases as the cut progresses.
Benefits of Climb Milling
Manufacturers use climb milling in expectation of the following benefits:
Longer Tool Life
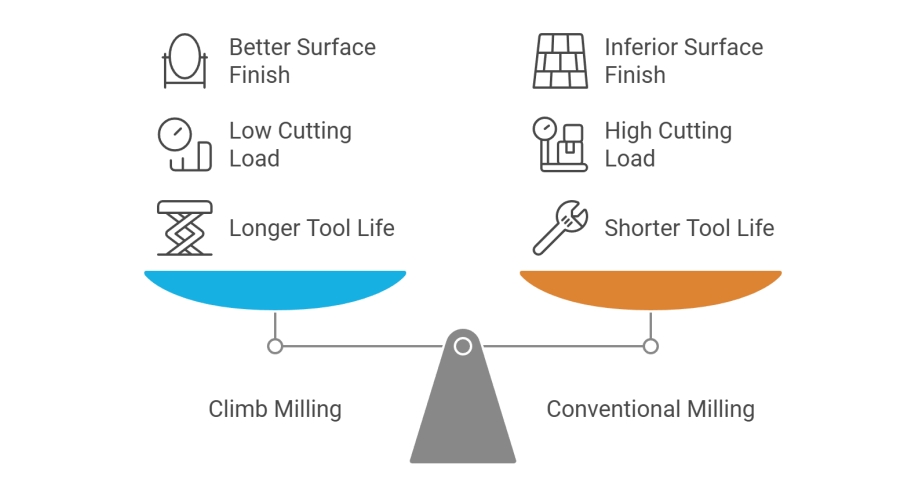
The CNC tool used for the climb milling usually has a better service life than conventional milling. This is because the tool is not exposed to extreme stress during cutting. A CNC mill for climb milling typically experiences lower heat generation and deflection than conventional milling. Consequently, it ensures less wear, making the tool live up to 50% longer than the traditional milling tools.
Low Cutting Load and Mitigated Heat Generation
The gradual reduction in chip width as the milling progresses minimizes heat generation. Also, overall cutting load and workpiece holding requirements are reduced significantly during horizontal milling processes since they involve a downward cutting force. The downward force that the cutting tool applies may help to prevent machining chatter since it secures the workpiece tightly against the surface beneath.
Simpler Workholding Requirements
Climb milling occurs with a downforce, especially during face milling. Therefore, it helps brace the workpiece against the surface below, reducing chatter on thin floors.
Better Surface Finishing
Fewer deflections occur during climb cutting since chip thickness reduces as the climb milling operation progresses. Moreover, this cutting process deposits the chip behind the cutting tool, preventing recutting and guaranteeing superior finishes on CNC-milled parts.
Challenges of Climb Milling
Despite its benefits, climb milling can come with some significant challenges
Not Suitable for Harder Materials
Climb milling is unsuitable for milling hot rolled materials because chip thickness is highest at the start of the milling process and can damage the cutter. Cutting tools made from titanium, steel, cast iron, and other hard materials can wear in climb milling due to the hardened surface layer. Hence, conventional milling is the ideal option for milling harder materials.
Backlash
Backlash is a primary challenge of climb milling due to the exertion of great cutter forces. Since climb milling exerts a downward force on a workpiece, it could affect the workpiece and the table because it pulls it into the cutter.
Table pulling occurs with the same backlash amount. Also, there is a high possibility the table breaks if there is enough backlash, resulting in operator injury. It is especially evident in cases where the cutter operates at high capacity. Hence, most machine shops prohibit climb milling on any milling machines that have a backlash to avoid potential injury due to flying shrapnel or tool breakage. Modern milling machines are equipped with a backlash eliminator, which helps reduce backlash and allows machinists to enjoy climb milling benefits unhindered.
Excessive Vibrations
Milling thick workpieces or machining at a fast feed rate would produce extreme vibrations. The impact of the cutter on the workpiece causes these vibrations, which are often detrimental because they lead to tool deflections, which compromise accuracy. These vibrations might also damage the milled parts.
Overview of Conventional Milling
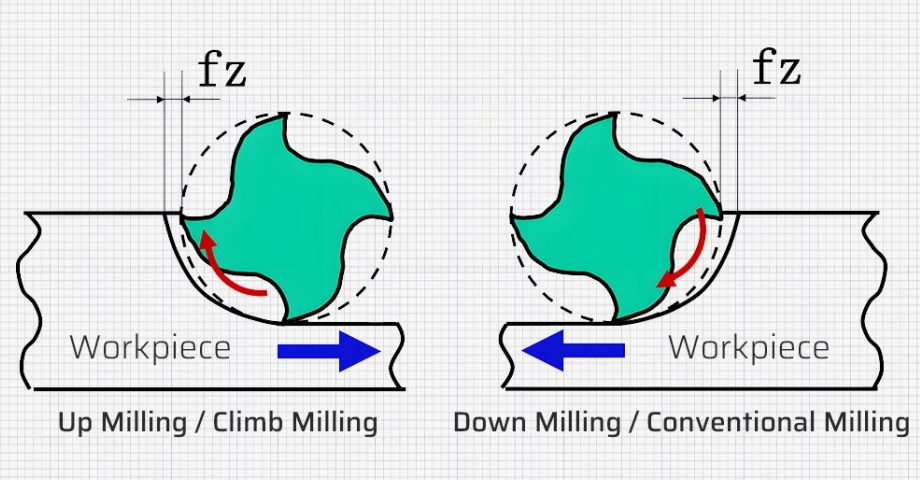
Conventional milling is a traditional approach where the cutting tool moves in the opposite direction to the feed of the workpiece. Conventional or up milling is unlike climb milling because it occurs in an upward direction, and the thickness of the chip starts from zero and increases gradually.
Also, it is considered fighting the feed process since the cutter begins from the base of the cut and gradually pulls up through the raw material. More notably, the cutter’s rotation ensures the chip evacuates from its path, and the workpiece receives an uplifting force due to the cutting action.
Benefits of Conventional Milling

Here are the key benefits of conventional milling over climb milling:
Zero Backlash
Conventional milling stands out due to the absence of backlash in the process. Backlash is absent in this process because the cutting tool doesn’t pull up the machine table, guaranteeing optimal stability.
Enhanced Stability
Unlike climb milling, which cuts downward, conventional milling pulls the machined part in the opposite direction of the operator. As a result, it facilitates greater control and stability. Also, there is no excessive vibration in this process.
Optimal Control
There is a greater tendency for the cutting tool to deflect from the workpiece during conventional milling operations. It reduces the possible occurrence of unintentional cuts. However, the depth of cut would be negligible if they were to occur.
Challenges of Conventional Milling

Typical challenges of this traditional machining process include:
Excessive Heat
The conventional milling process generates high heat in the cutting area since chip formation is gradual and often results in overheating of the tool. Consequently, cutting tool overheating comprises its lifespan.
Low-Quality Surface Finish
Achieving a smooth finish with a conventional cut strategy is difficult since generated chips are carried upward by the cutting edge and dropped in its tool’s path. Deflection affects surface finish in milled parts.
Tool Damage
Frictional and upward forces produced during conventional milling typically generate excessive heat. Also, the tool suffers damage due to excessive heat, reducing its precision, lifespan, and workpiece accuracy.
Climb and Conventional Milling: Two Tools in the Toolbox
The ability of the milling technique to shape workpieces into specific forms with tight tolerance and excellent repeatability makes it a standard machining operation for various applications. Although both processes are valuable in machining different workpieces, the raw material’s desired surface finish and properties significantly influence how well each milling method will work for your intended application.
Conventional and climb milling differ in specific ways regarding the process and the results. Tool deflection and cutting accuracy are significant differences between these milling technologies. Tool deflection force vector in climb milling is typically perpendicular to the cut, increasing or decreasing the width of the cut. More notably, it influences the accuracy of milled parts.
In contrast, tool deflection during conventional milling is parallel to the cutter path or tool feed, resulting in greater control over the cutting operation and reduced margin of error. Conventional milling has longer vector lengths, indicating heavier cutting forces and the risk of tool deflection.
Climb milling provides faster results when roughing a workpiece since it delivers lighter cutting forces, and its thick-to-thin chip formation helps dissipate heat quickly. Additionally, the tool deflection effects on accuracy are insignificant during roughing because the finish pass ensures workpiece accuracy. This milling method is widely embraced for high-performance solid carbide cutters since it requires less torque than conventional milling. Climb milling generates a downward force on the workpiece, holding it against the table and reducing vibration.
Down milling provides accuracy, precision, excellent surface finish, and tool longevity, ensuring the best overall milling outcomes. Furthermore, the width of the chip begins at maximum and gradually decreases to zero. Climb mill is ideal for cutting soft materials, including nylon, aluminum, acrylic, and polycarbonate.
On the other hand, conventional milling requires higher force to cut material, resulting in rougher surfaces because the tool pushes against the workpiece. Manual machinists often experience increased workpiece movement since conventional mills generate an upward force on the material. Besides, this milling method is widely used for rougher surfaces when cutting or breaking through material scale, work hardened, welded, or flame-cut areas.
Conventional mill finish passes exhibit little tendency for deflection and ensure more workpiece accuracy. Up milling exhibits greater rubbing, work hardening, harmonics, and premature tool wear. Unlike climb mills, this technique requires more torque, contributing to the unsmooth finish of milled parts since the teeth carry the chip upward and drop it in front of the cutting tool.
Choosing between Climb Milling vs Conventional Milling
Factors such as application, design requirements and materials are exact cutting scenarios that determine the ideal choice between climb and conventional milling. Most people often assume that climb milling is the better choice since it has minimal load, ensures tool longevity and provides better workpiece surface quality. It might be unsuitable for every application due to its severe drawbacks. Aerospace parts manufacturers use the final climb milling process pass for harder materials like titanium.
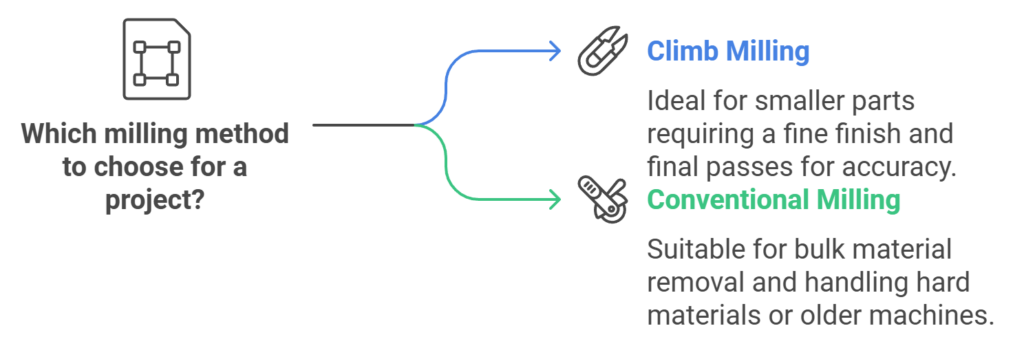
Conventional milling offers a wide range of advantages despite its limitations. It is a typical technique for handling older machines or materials that chip easily. Other times, expert machinists use conventional machining to remove the bulk of material from a workpiece and climb the mill at the end to get the desired dimension and superior surface quality.
Nevertheless, it is critical to fully understand the two milling methods to make informed decisions about your project and achieve consistent results. When choosing between conventional and climb milling, it would help to consider these tips:
- Avoid using climb milling with handheld routers
- Use climb milling for smaller parts that require an immaculate finish
- It is best to avoid using climb milling on the first pass for oxidized material or material with a rough surface
- Try conventional milling when cutting over half the cutter diameter stepover because climb milling can produce negative rake-cutting geometry
- Climb milling is the ideal choice to achieve the best accuracy for the final pass and avoid too much depth of cut to ensure less tool deflection.
- Ensure your traditional machine has a backlash eliminator and appropriate tool diameter to enable climb milling operations
- Manual machinists should embrace conventional cutting when handling hardened workpieces or hard materials
Negative Cutting Geometry in Climb Milling
Although climbing cuts on CNC milling machines generally require less labor, they are less likely to deflect the cutter and provide a smooth surface finish. Experts advise manual machine operators against climb milling due to the dangers of climb milling backlash.
However, here are some worthwhile rules of thumb:
- Climb milling is the ideal choice when cutting half the diameter or less if your milling machine has little to no backlash.
- Use up to ¾ of the cutter diameter, irrespective of the chosen cutting way.
- Prefer conventional milling strategy when cutting from ¾ to 1x the cutter diameter
Note that the cutter geometry forces the equivalent of negative rake cutting for heavy ¾ to 1x diameter cuts.
Conclusion

Climb milling is one of the two main methods with extensive benefits, including high efficiency and precision, making it invaluable to different applications. Climb and conventional milling methods have varying working principles, tool wear effects, cutting forces and results that make them relevant in modern manufacturing. Variables such as desired finish, machining material, and milling machine determine the choice of a milling technique between these two. This guide provides detailed insight into these milling strategies to help you choose the necessary milling style for your project.
AT-Machining is a certified and top milling expert with modern machines and experience to effectively handle the CNC machining and finishing needs of your projects. Our engineers and machinists can operate multi-axis CNC machines and produce custom-milled parts with tight tolerances in different materials. Trust us to simplify custom CNC parts sourcing with intelligent, automated and streamlined workflows. Don’t hesitate to contact us now to inquire how we can best achieve the desired results for your milled parts!
