 Skip to content
Skip to content 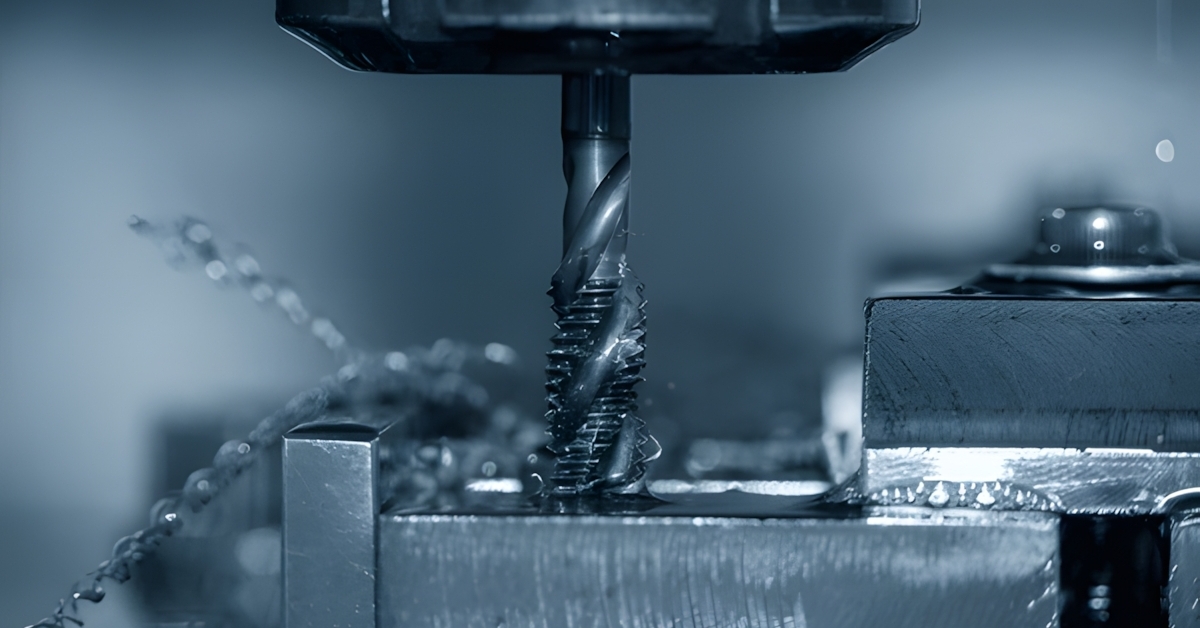
Overview of Taps in Machining?

It is essential to get familiar with what a tap is and its importance in manufacturing before we delve into a discussion on how to remove broken taps. Basically, a tap is a specialized cutting tool that removes material from a pre-drilled hole in a workpiece to create internal thread patterns that accommodate fasteners and other components of an assembly.
Taps often have a basic design and simplistic shape that makes is readily easy to use. Hence, it is a commonly used tool in machining internal threads of desired dimensions in workpieces. The tool possesses exterior grooves along the axial direction, which eliminate the chips naturally during the process.
Why Do Taps Fail and Break in Thread Machining

Generally, taps are naturally fragile and may break in different metal substrates, including cast iron, aluminum, steel, and others, due to a variety of reasons, including:
Wrong Tap Model Selection
Most of the time when taps break, it might be due to the wrong choice of tap model or mechanical features such as size, number of flutes or material type. Taps can only handle a specific amount of force due to their material properties and basic design.
Hence, you need the right tap model with the appropriate size and geometric alignment to achieve optimal performance when making internal threads in workpieces.
Poor Tap Quality
The overall quality of the tap material is a primary determinant of its performance and longevity. A tap subjected to extreme stress and repeated use will likely wear out or break faster.
Hence, it is important that the threading tap is manufactured with a suitable material and passes through material hardening processes, such as heat treatment and has quality coatings before being used to make internal threads in machined parts.
Raw Material Incompatibility
The workpiece material plays a key role in determining the overall tap performance. For example, you would have to refrain from using the same taps to make threads on aluminium parts and titanium workpieces because the latter is harder than the former. Thus, using the same tap can result in rapid wear and breakage in most cases.
High-speed steel, cobalt, and carbide endmills are suitable material options for thread machining in workpieces with high hardness due to their increased strength and wear resistance.
Axial Synchronization Error
Applying force to the tap in the wrong axial direction can break it in the hole. Consequently, it causes stress concentration on thinner areas of the tap design and causes it to break. Ensure the force you exert when making threads aligns with the tap’s grooves.
Inappropriate Feed Rates and Cutting Speed
Incompatible feed rates and cutting speeds can be a reason why tap breaks when making internal threads. As a general rule of thumb, more damage occurs due to feed and speed rates, due to the increased contact forces and vibration. Therefore, ensure to insert the appropriate machining parameters to achieve the best results.
Poor Lubrication and Low Quality Cutting Fluid
Lubrication is a crucial aspect of any machining process because it helps manage the frictional forces and prevent complications like burrs. Thus, poor cutting fluid quality or insufficient lubrication can introduce a series of undue stresses on the tap and cause damage.
Extremely Small Bottom Hole Diameter
There is higher resistance when the hole in the workpiece has a small or tight base. For this reason, the tap would experience undue pressure and may even break if the load exceeds what the material can handle.
Effective Ways to Remove Broken Taps
Being that it is nearly impossible to avoid this machining challenge, it is important to understand how to deal with the situation when it occurs. Hence, we will explore some of the safe and reliable solutions for removing broken taps in this section:
Manual Removal
This is a simple approach involving the use of a hammer and a smaller piece (usually a conical shape) to force out the tap stuck in the hole. Here, you have to place the smaller piece against the broken tap as you hit it down with the hammer. The force from the hammer pushes the broken tap out, and then you can remove it completely with needle-nose pliers or vise grips.
Although this is the most simplistic technique because it doesn’t require special tools or equipment, it is not the best. Moreover, its application is limited to certain situations and is susceptible to the risk of damaging the workpiece due to the blunt instruments involved.
Utilizing Tap Extractors


A tap extractor is an essential tap removal tool to have in your tool-box. They are designed specifically to extract broken taps stuck inside metal holes without compromising the integrity of the substrate material. When taps break deep in a hole, machine shops rely on broken tap extractors because of their effectiveness. This is a non-destructive tap removal method that offers a seamless operation and can remove broken taps completely.
Tap extractors have different sizes or models, based on the standard tap sizes. These tap extractors often possess 3 or 4 fingers/claws, depending on the number of tap flutes. The function of these claws is to infiltrate the hole and grab the broken tap for safe extraction.
To remove the broken tap with a tap extractor, you have to:
- Clear metal chips from the workpiece hole
- Pick the appropriate extractor size or model and attach it to a tap wrench
- Lubricate the threaded hole and broken tap with light oil to reduce friction
- Key the claws of the extractor into the broken tap’s flutes as deeply as possible
- Turn the extractor gently in counterclockwise direction to extract the broken tap without damage
Drilling to Create Another Hole
Whenever a tap gets stuck in a workpiece, another simple way to resolve this issue is to drill a hole of the same diameter in the affected area using a harder drill bit like cobalt or carbide drill. In such a situation, the drill bit would push out all the pieces of the broken tap and make the hole free again.
However, this process is only suitable when there are minimal precision requirements and the tap is not lodged deeply into the workpiece. You should also avoid using a damaged drill to prevent more danger and complications down the line.
Using a Cold Chisel
A simple tool, such as a cold chisel, is another popular solution that every machine shop adopts to remove broken taps. You can use a hammer and a cold chisel to chip away a small hole or slot close to the threaded hole and pull the tap out carefully with a screwdriver.
Using a Center Punch

Set a center Punch with the tip pointing in the middle of a broken tap, then strike it several times. This practice will either create space for the complete tap removal or separate the broken piece from its position. You can use a center punch as a straightforward solution in the absence of alternative tools.
Welding
Weld a handle or hex nut to the tap at the protruding tap and then remove it with a wrench. Ensure you turn the welded part back slowly to screw the tap out of the hole. Even though this process is straightforward, welding can be tricky when working with smaller workpieces.
Grinding
This method involves using a grinder to flatten the broken tap and then continuing with a drill. However, you might want to consider using a drill with a slightly larger diameter to create a new hole or increase the size of the drill bit gradually to maintain the diameter of the hole.
Using a Pneumatic Drill or Air Drill
Every CNC machine shop has an air drill for a seamless and safe broken taps extraction. This method is so simple because all you need to do is secure the machined part in a milling machine or drill press, choose a suitable drill bit and program the drill to a low speed to maintain minimal friction. It carefully extracts the tapping material from the hole without causing any damage. However, note that your expertise and specific case will determine the outcome of this tap removal technique.
EDM Machines

The use of EDM machines is another effective means of taking out taps from a hole without affecting the workpiece. These machines disintegrate the stuck tap’s central part, making it easier to extract the remaining material of the tap from the hole.
Alternative methods include using an electronic pulse to knock out the broken tap from the hole. While this method is convenient, it is often limited due to the threaded hole’s axial orientation. Nevertheless, it is ideal to force out stuck taps with this process when the situation is favorable.
When using an EDM machine, you can also push out the stuck taps with an electrode. In this case, the smaller electrodes will knock the tap out of the hole, leaving the workpiece intact. However, this approach is severely limited by the workpiece specification, making it useless for larger workpieces and may generate considerable carbon deposits.
Even though there are portable EDM machines designed specifically for tap removal nowadays, it is not ideal for all jobs since the process can be slow and time-consuming.
Applying Lubricating Fluids
This method is a common practice in most CNC machining workshops and is probably the simplest way to remove taps. Pour some cutting oil into the hole and push it manually or strike the broken taps’ bevel till it comes out the opposite direction. Then go ahead and use a tool to spin it back out. This method is fast and efficient, but can only work if the tap is not firmly stuck in the workpiece.
Using Chemicals
Chemical solutions, including liquid nitrogen, nitric acid, Tap-x and other elements, target the tap lodged in a hole to loosen it and make it easier to push out. Generally, taps are made from certain materials, and there are various solutions that can influence such materials without affecting the workpiece. As a result, it helps eliminate the risks of corrosion in the workpiece.
Expert Tips for Making Internal Threads without Compromising the Taps
Product manufacturers across industries rely on different essential design features, like internal threads for any assembly. Here are some of the best practices that would help minimize the chances of taps breaking during thread machining:
- Avoid Using Worn Taps: Excessive use can wear out taps. Therefore, it is important to examine the taps you choose for unnecessary wear and replace them if the damage is severe.
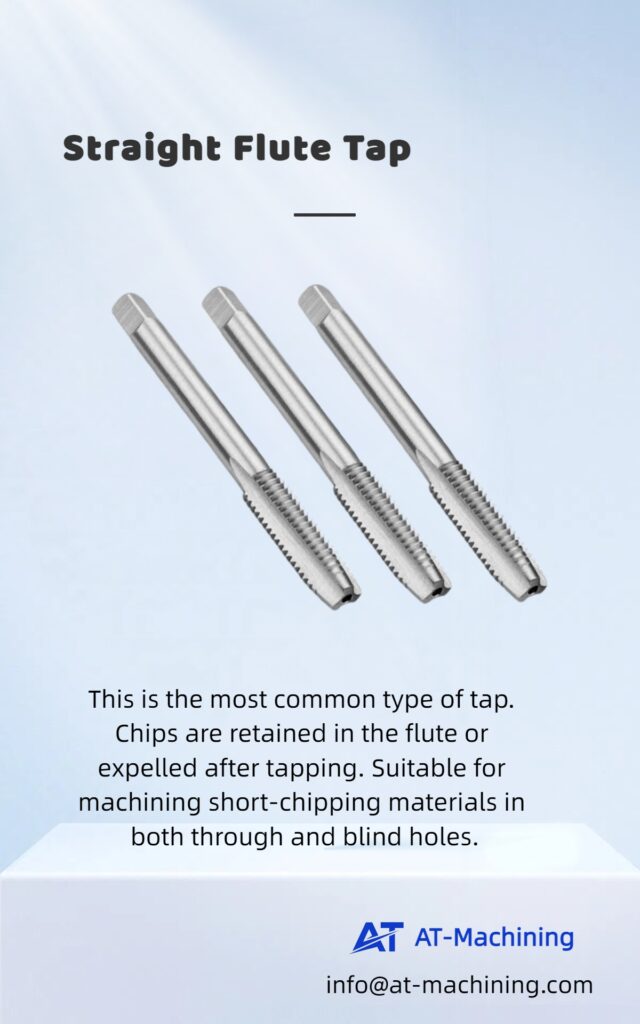
- Choose the Right Tap: Choose the right tap for the intended application. Use a spiral-flute tap for blind holes while you make threads with spiral-point taps in through holes.
- Ensure the Tap Aligns with the Eye Hole: Axial forces can deform and permanently damage taps due to the misalignment of the tap with the hole being tapped. Hence, it is important to position the tap correctly and ensure it aligns with the eye hole before tapping a workpiece hole.
- Avoid Forcing the Rotation: Forcing the rotation of the tap during retrieval usually indicates that something is wrong. It can be due to the use of the wrong material or the wrong tap. Hence, ensure to check the tap specifications before you continue to prevent more problems down the line.
- Use the Right Spanner Size and Type: The spanner provides the torque needed to force the tap down the hole and make internal threads. However, ensure to use a spanner that can accommodate the tap to keep it aligned and maintain even force as you retrieve the tap.
- Set the Tapping Length on the Tapping Tool: During the tap retrieval process, excessive force can push the tapping drill down the hole and eventually break the tap. As a result, machining experts recommend positioning the tapping length to determine the required depth.
- Retrieve the Tap with Care: Lastly, most seasoned machinists experience the breaking of the tap stuck in the hole during retrieval. Therefore, it would be best to be more careful when taking out the tap from the hole after you have created the threads.
Key Takeaways
Knowing the effective ways of tap removal is crucial since it is a common issue in metalworking projects. We have discussed different effective techniques you can adopt to remove the broken tap stuck in a hole. However, the attempt can be overwhelming as there is no technique considered the best of all. Hence, it is advisable to let professionals handle the job to have cutting-edge technology and certified technicians at your disposal.

AT-Machining is the one-stop shop for unparalleled CNC machining services. We leverage our state-of-the-art facilities and experience to meet the demands of your complicated assembly features. Our certified experts pay attention to detail and can execute your project with utmost precision and compliance. Don’t hesitate to contact us today for a free consultation. Let’s offer you the most seamless experience!
