 跳到内容
跳到内容 
CNC turning is a critical part of the manufacturing process, and it’s essential to understand how to use it correctly for your needs.
CNC turning works by spinning or turning the blank instead of the machine tool. This process allows efficient processing of cylindrical or oblong components. Unlike the common CNC methods, CNC turning centers used improved techniques to give the best results.
In this article, we will discuss all aspects of CNC Turning so that you can make an informed decision about whether or not this manufacturing process is right for your business! Let’s get to it.
What is CNC Turning?
CNC turning is a manufacturingprocess that rotates the material that a machine tool feeds to it, removing unwanted material to form the desired shape. It is a subtractive manufacturing process that uses a computer numerical control (CNC) turning center to reshape substrates.
Manufacturers have used the CNC turning process for thousands of years. The first automated machines depended on machine screws perfectly created on different lathes. Modern turning centers are automated lathes that use ball screws with higher accuracy.
These CNC lathe machines have a computer-controlled motor that puts the turning center into motion. With your CAD file, we can accurately produce parts with your desired features and higher accuracy while automating the cutting cycle.
What is CNC Turning Centre?

A CNC turning center is an advanced computer numerically controlled machine. Generally, these machines possess an enclosed structure that keeps any cut material, components, and coolant confined in the machine.
CNC turning centers have 3, 4, or 5 axes with multiple cutting capabilities such as tapping, milling, turning, and drilling. There are two main CNC turning center types, including:
- Horizontal turning centers
- Vertical turning centers.
What are the Advantages of CNC Turning Machining?
CNC turning offers several benefits to your project. Some of the essential ones include:
Rapid Turnaround
The CNC turning operations give you a better chance at rapid prototyping and market testing. The process is computer numerically controlled. Unlike conventional methods, it is super-fast. You can use CNC turning machines to produce different parts with complex dimensions within a limited time frame and with less labor and cost.
Custom Finishes
With CNC lathes, you can pick any finishing option from the vast array available for metal or plastic components. CNC turning ensures quality finishes that fit your desired design specifications. You can choose from the finishing options such as anodizing, powder coating, bead blasting, etc.
Material Selection
CNC turning centers are highly compatible with a wide range of materials. One of the essential benefits of using the CNC turning process is its compatibility with different materials. Lathes generally work effectively with over 50 raw materials, including metals and plastics.
Precision
A CNC lathe machine has higher precision and accuracy than many other machines. As discussed earlier, it is automated, thereby producing high-precision machined parts.
Depending on the specifications, the CNC turning machining process can guarantee between +/- 0.001″ to +/-0.005″ tolerances. The tolerances achievable with the CNC lathes are highly accurate and suitable for any commercial application.
Scalability
The use of conventional CNC machining processes limits the capability for mass production. Even industries without production capabilities outsource to those who offer CNC turning services.
CNC turning operations work best for large-volume productions. You can manufacture up to 10,000 parts without setbacks. The accuracy and repeatability of CNC lathes and turning centers ensure the production of several prototypes with the same specifications.
What Is the Difference Between CNC Turning and Milling?
The major difference between CNC turning and milling is that CNC turning works with a stationary tool and rotating workpiece, while CNC milling uses a rotating tool and a stationary workpiece.
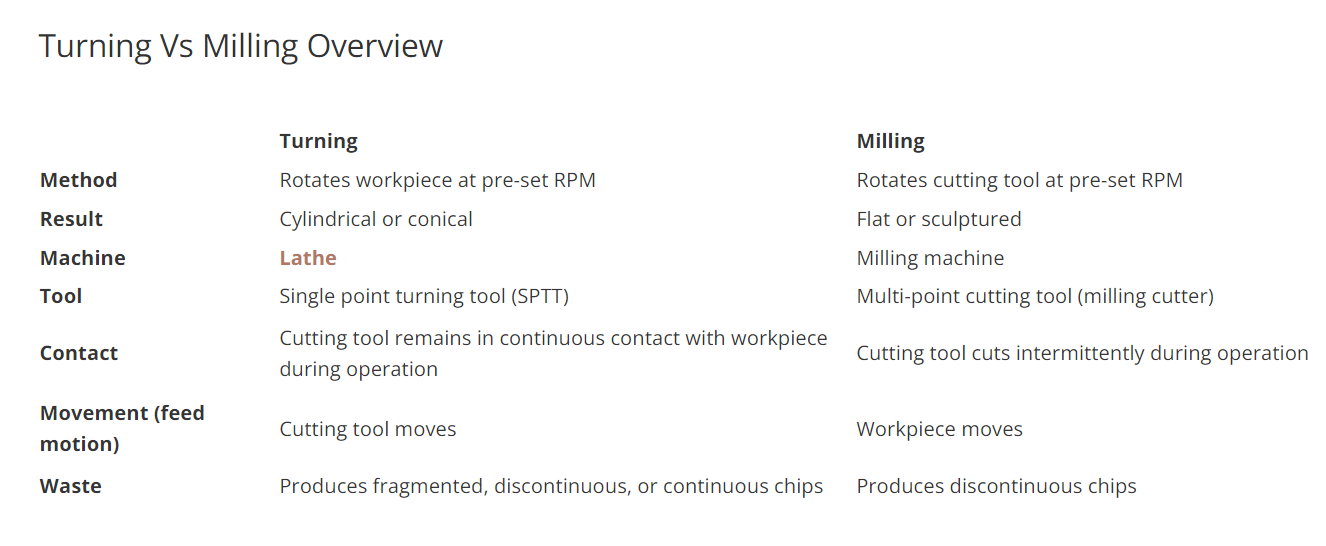
The picture above summarizes the differences between CNC turning and milling. Let’s take a look at the processes.
CNC Turning
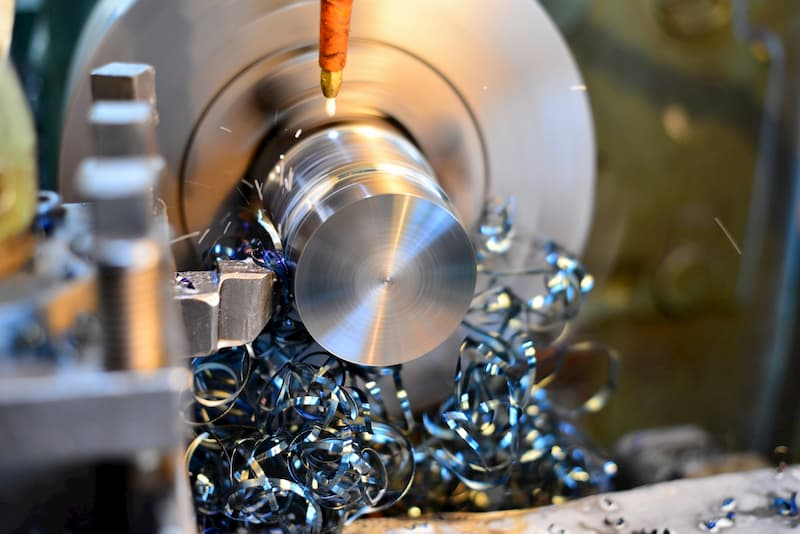
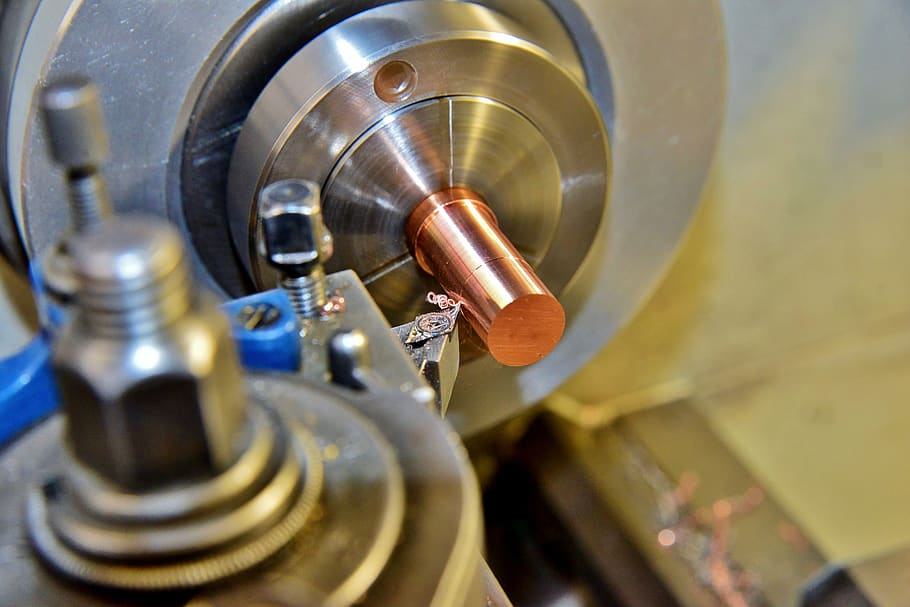
A CNC turning center works with a chuck holding the round bar while a spindle spins the chuck and the bar stock at a programmed spent. A fixed cutting tool works the surface of the turning bar stock.

Stationed cutters continuously remove the material as the bar stock turns. Different cutting tools travel in and around the bar stock to form the desired features of the part.
CNC lathes often create round shapes, although many hexagon-shaped bar stocks are workable. Some CNC turning centers work with one spindle, allowing tooling from one side. Meanwhile, other turning centers possess a main and sub-spindle.
CNC turning centers with two spindles have a more refined way of operating. The main spindle works on the part thoroughly, passing it to the sub-spindle to give it some other features.
Turned parts are generally faster and more efficient to manufacture compared to milled parts. Most CNC Swiss lathes use “live” tooling to stop the rotation and add additional features to the part. These features include drilled holes, small milled features, and slots.
CNC turning provides quality parts with cylindrical profiles such as washers, ball bearings, and bolts. However, it is not suitable for non-axisymmetric workpieces.
CNC Milling
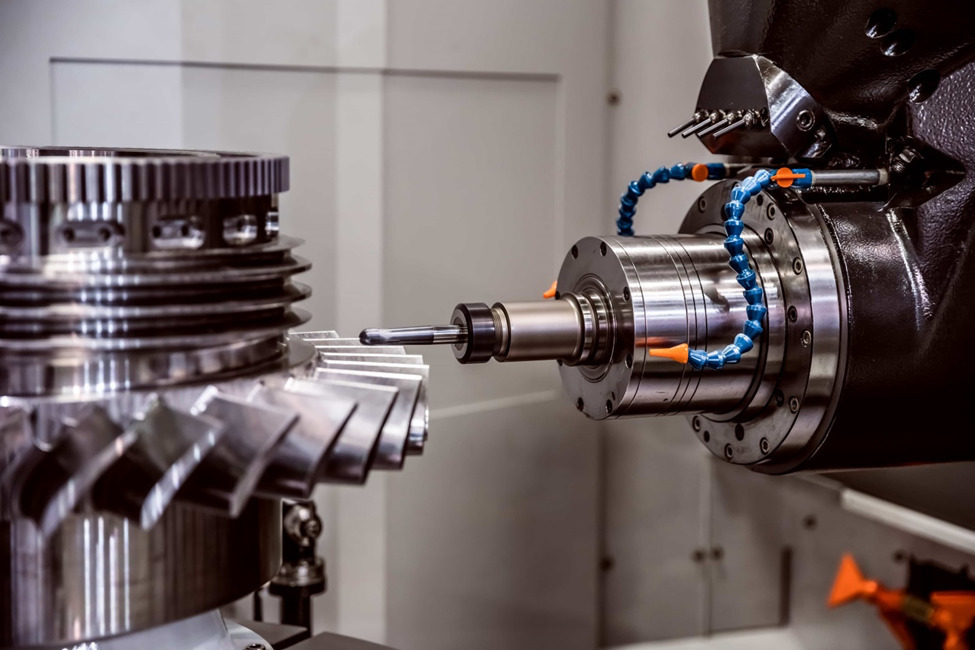
CNC mills rotate cutting tools against the surface of a stationary workpiece. The spindle grips the milling cutter that rotates at high speed as it removes material.
A milling cutter has 2 – 150 varying cutting surfaces, and some cutting tools have even more. Milling operations are ideal for workpieces with sculptured or flat faces on rectangular or square blocks.
CNC milling offers unmatched efficiency in aerospace, robotics, and automotive parts production.
Should You Use Turning or Milling?

Perhaps your bar stock is axially symmetric; CNC turning is the right option. This process works excellently on parts with relatively large dimensions, giving accurate and quality end products.
Probably your project has more complexities than the CNC turning can handle. In that case, CNC milling is an ideal alternative. Milling allows the production of an unlimited variety of shapes and can also meet extremely tight tolerances.
Surface Finish Options for CNC Turned Parts
Post-processing and surface finishes help enhance the surface quality, decorative features and wear resistance of CNC-machined parts. Here are the standard surface finishes for CNC-turned parts:
As Machined

CNC turned components often have various marks due to the cutting tool used. You can measure the surface quality of your workpieces in terms of their average surface roughness (Ra). 3.2µm (125 µin) is the standard machine surface roughness.
Some as-machined parts may not require further processing due to their desired applications. However, others may require smoothing and polishing to improve their aesthetic appearance and surface quality. These processes will reduce their surface roughness. However, it may also affect their dimensional tolerances due to material removal.
The advantages of an as-machined finish are that it ensures tight dimensional tolerances while avoiding extra finishing costs. However, there will be visible tool marks on the end product.
Bead Blasting

Bead blasting provides a uniform matte or satin finish to the surface of your machined parts. It is a great finishing option that helps remove tool marks and unwanted material while smoothening the surface of your parts.
Bead blasting works by bombarding parts with tiny glass beads using a pressurized air gun. The size of the glass beads and the air pressure are the primary parameters involved. Machinists often mask out sensitive surfaces like holes to prevent any dimensional altercation.
Usually, this surface finish improves a part’s aesthetic qualities more than its surface properties. It is a manual technique, meaning the level of its success depends on the expertise of the machine operator. Although it is a low-cost finishing process, it may affect critical dimensions and surface roughness.
Anodizing (Type II & Type III)
Anodizing is a finishing technique that adds a slim ceramic layer to the surface of metal parts, protecting it against wear and corrosion. This finish is compatible with only titanium and aluminum.

Type II and Type III anodizing usually involve burying the workpiece in diluted sulfuric acid solution and putting an electric voltage between the workpiece and the cathode. This process results in an electrochemical reaction that eats off the material on the component’s exposed surface. As a result, you will have titanium oxide or hard aluminum.
- Type II Anodizing. This is the same as decorative or standard anodizing. You can use it to create coatings with 25 µm thickness on metal surfaces. The coating thickness result often depends on the color of choice. The coating thickness mainly varies between 8 to 12 µm for components dyed black and 4 to 8 µm for parts without dye.
- Type III Anodizing. This “hard coat” anodizing process creates coatings of 50 to 125 µm. This anodizing type makes thick ceramic coatings with a relatively higher density. It, therefore, produces brilliant corrosion and wear resistance for functional applications. Note that this finish option needs process control compared to type II anodizing. As a result, it bears a higher production cost.
You can cover surfaces with an existing hole or surfaces that need to remain electrically conducive to avoid anodizing them. Before sealing, you can dye anodized parts in different colors like red, gold, or black. Also, you can utilize the electric current, anodizing duration, consistency, and solution heat level to create a coating of varied thickness and density.
Plating

This finishing process helps form a protective barrier on the surface of a part. It creates a thin layer of metal coats on an underlying workpiece. It gives your part a new look and enhances its surface qualities, thereby reducing friction.
Plating helps increase the hardness of a part’s surface, extending its lifespan. It is the ideal finish if your parts need to remain electrically conductive. There is a wide array of metal plating to choose from to give your components the ideal appearance and performance. You can choose between Nickel, Zinc, Chrome, Tin, and Copper plating.
Powder Coating

This surface finishing process also adds a thin layer of polymer to protect the surface of a CNC-turned part. Powder coating is quite different from spray painting. Its first procedure involves priming the part with a chromating or phosphating coating, making it more corrosion-resistant.
Dry powder is then used to coat the already primed surface using an electrostatic spray gun and at high temperatures of about 200°C and above. The powder coating process allows the application of multiple coating layers to reach a thickness that typically varies from about 18 to 72 µm.
Powder coating offers a strong and wear-resistant layer, creating components with uniform and smooth surfaces. These components are also usually corrosion and impact resistant. Unlike anodizing, powder coating is compatible with all metals, with multiple colors to choose from.
However, the downside to this process is that it is difficult to apply to internal surfaces and small components. It also offers less dimensional control.
How Much Does It Cost to Manufacture Parts With CNC Lathes?
Creating CNC-turned parts with CNC lathes often costs between $35 to $50 per hour. However, some factors will determine the actual CNC machining costs of the part. They include the raw material used, labor costs, and machine time.

While considering production cost, know that some materials are more expensive than others due to their peculiar qualities. Metals like aluminum and steel are readily available and possess the lowest raw material cost per kg. Plastics such as Acrylic, Acetal, ABS, and Nylon are also cheaper options.
The material machinability and part complexities also play important roles in determining the overall cost of production. Finally, the number of parts you need to produce also affects machining costs. One-off productions of low-volume components are often more expensive than high-volume productions.
Conclusion
CNC turning is a vital pillar of the manufacturing industry. This machining method offers precise and quality results for axisymmetric parts. Its flexibility and production capacity gives room for high-volume productions with identical outcomes.
The CNC machining centers available today include both CNC turning and milling capabilities. Therefore, they are more powerful for making intricate components. Our broad-spectrum services at AT Machining include reliable CNC turning services. We provide parts with a diameter range of 0.145″ (5mm) to 3.25″ (82.55 mm).
Our CNC Swiss machines are capable of working parts up to 1.5″ (38mm), while our turning centers handle parts to a high capacity of 3.25″ (82.55mm). We are excited to work with you! Request a quote today.
