 跳到内容
跳到内容 
Factors that Affect CNC Machining Cost
Below are several factors considered in the calculation of CNC machining costs:
Type of CNC Machines and CNC Machine Cost
The type of CNC machine being used plays an important role in the cost of the machining process. Parts machined on 3 axis cnc milling machine or a lathe/turning machine are more economical than parts machined on a 4-axis or 5-axis CNC milling machine.
Below are the typical costs of using various CNC machines in China.
- Typically, a 3-axis CNC milling costs between $10 to $20 per hour.
- CNC turning often costs lower at around $15 per hour. The reason is that the cost of CNC turning machines is lower, and machine operation is easier.
- However, the costs for 4-axis or 5-axis CNC machining range from $25 to $30. Sometimes, it be higher because of the increased tooling cost and complex operations of these multi-axis machines.
European CNC machining prices are generally higher. Their prices generally range from $35 – $40 per hour for 3-axis machining while multi-axis machining cost $75 – $120 per hour.
Outsourcing your project to a Chinese machine shop is a great way to minimize your CNC machining costs.
The Machinability of Material

Machinability refers to the ease with which a material can be cut. The higher the machinability, the faster a material can be CNC machined, thereby lowering cost. Machinability depends on the physical properties of each material. Typically, the softer and more ductile a metal alloy, the easier it is to machine.
Aluminum 6061 is by far the most cost-effective material for creating metal prototypes because of its low cost and very good machinability.
Metals that offer greater machinability, such as stainless steel 303 and C360 brass, cost more. Thus, they are better suited for larger volume production. In this case, economies of scale come into play because the shorter machining times outweigh the higher material cost.
When it comes to plastics, ABS, nylon, and POM (Derlin) cost approximately the same as aluminum 6061. However, they are more difficult to machine, so expect a higher cost.PEEK is a very expensive material and should be used only when absolutely necessary.
Optimizing your design while carefully considering your material can reduce machining costs.
Design and Geometry
As a rule of thumb, the more complex a design is, the more expensive the part manufacturing process will be. Complex CNC machining may need more advanced machines.
They also require high machining time, multiple setups, increased resources, and closer inspections. The combinations of these lead to an increase in price.

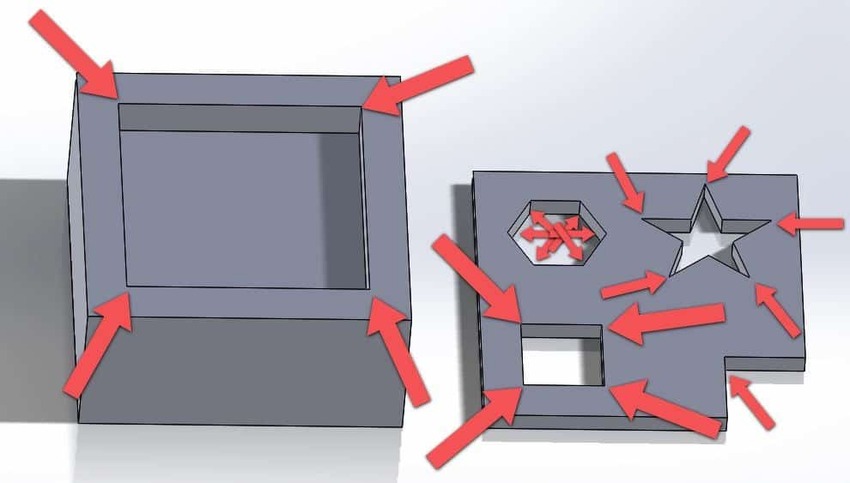
Some design features can inevitably increase CNC machining costs. They include:
- Sharp internal corners
- Deep cavities
- Thin walls
- Non-standard hole geometries
- Lettering
You should avoid these part features unless they are vital to the design.
Production Volume
The cost per unit of identical parts reduces as the parts number increases. When you order high-volume parts, there will be no need for repeated setup costs.
CAD designs, CAM programming, and CNC machine setups are all handled once for all parts. So, you won’t have to pay differently for these operations by ordering individual components.
Finishing Operations
Some applications require post-processing operations, such as anodizing, plating, or heat treatment, and etc.

These operations aim to improve the physical and mechanical properties of machined parts. Although these finishing operations are beneficial, they tend to increase CNC machining costs.
Therefore, if your application can do with as-machined parts, you should stick with that. If not, you can choose more cost-effective surface finishing procedures like bead blasting, plating, anodizing, etc.
10 Tips to Reduce the Cost of CNC Machined Parts
When you look at the major factors influencing the CNC machining cost, you will notice that you can lower it in three major ways. These include material selection, design optimization, and other special consideration.
The most important one of these is design optimization, which can be viewed from different angles.
Here are ten effective tips for reducing the cost of CNC machined parts.
1. Material Selection

You already know that material choice greatly impacts CNC machining costs. Therefore, you need to research several materials before making a decision extensively.
You need to ensure that the material you choose is the least expensive option with the properties you require for your application.
Note that you should never compromise material quality. However, not all the properties of a certain material are required for your application. For instance, let’s say you want to machine a whistle. Choosing a heat-resistant steel material will be unnecessary.
When choosing a material for your CNC machining projects, you should also consider the machinability of the material. Remember that machinability determines the complexity of the process and machining time. This, in turn, impacts the hourly rate of a manufacturing process.
Therefore, please choose the most machinable material for your project.
CNC Machining Metal Comparing

CNC Machining Plastic Comparing

2. Avoid Multiple Finishes
Some materials are highly machinable. An example of such material is aluminum. You should choose these types of materials when possible and available.
As we mentioned earlier, finishing operations drive up CNC machining costs. The CNC machining processes typically produce satisfactory as-machined surface finishes.

This type of finish is good enough to satisfy some applications. Therefore, you should select it whenever possible because it is often costlier to apply multiple finishes.
Some surface finishes are essential to improve the properties of a component. They include anodizing, chemical film, bead blasting, electropolishing, etc. However, you should choose these finishes only when necessary.
Another CNC machining cost driver is the application of different finishes on different surfaces of a component. For example, some project managers apply bead blasting on one area and chrome plating on another.
So if needed, try to keep finishing specifications uniform throughout the component.
3. Order in Bulk

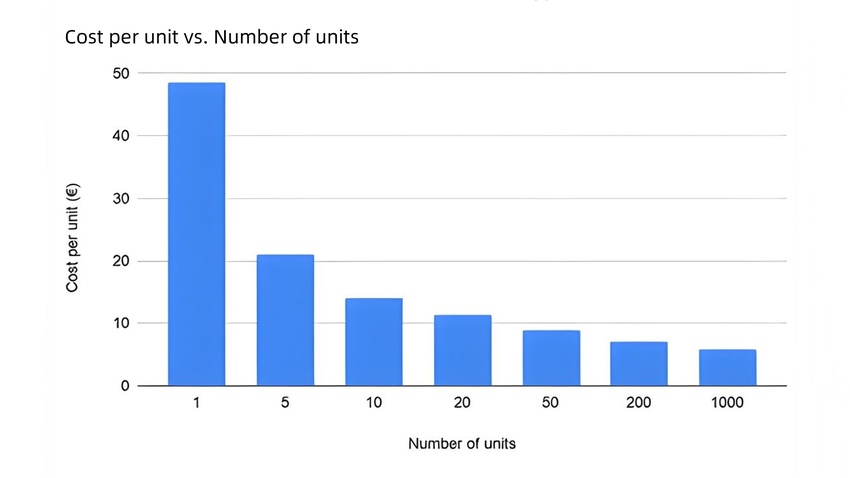
CNC machining also works with the economics of scale. The cost of a CNC machining process will exponentially reduce if the production volume increases.
Let’s try to put this cost savings idea into a better perspective.
Suppose we have a single unit part that costs $40. The cost per unit of this part will drop to about $12.5 if the production volume is 10 parts.
Likewise, the cost per unit will drop to about $8.79 for 100 parts. In summary, increasing production orders from one unit to 100 units can reduce the cost per unit part by over 60%.
The drops occur because every variability involved in the process remains the same. That is, the CAD design is the same, whether you are producing ten units, 50 units, or 100 units of a component.
At the same time, you won’t need to choose a different machine setup for another set of parts. The same settings are selected for the whole production process.
Therefore, you should consider ordering higher quantities to take advantage of this economy of scale.
4. Avoid Excessively Thin Walls
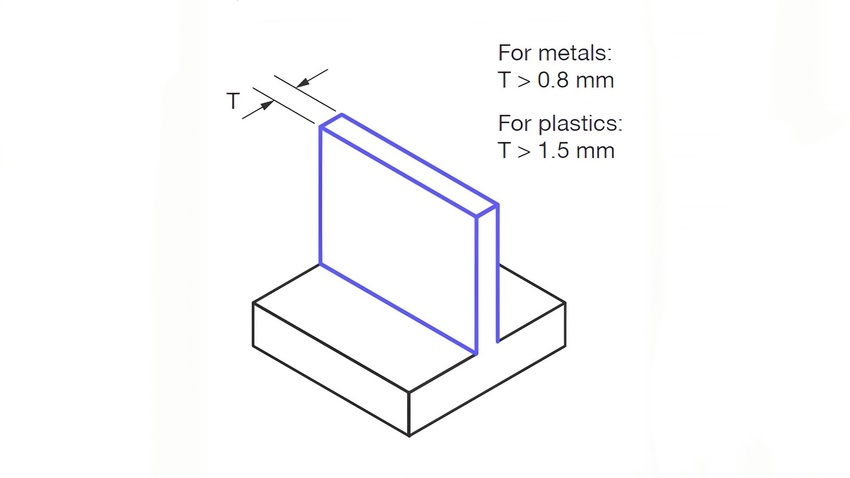
As part of optimizing a component’s design, we suggest avoiding thin walls as much as possible. Thin walls are fragile and often require multiple passes with lower cutting depths.
These low depths help avoid fractures or errors in the thin walls. Therefore, it takes more time to manufacture them.
Excessively thin walls are often very likely to vibrate. Therefore, it becomes more challenging and time-wasting to machine such parts to specified tolerances. As a result, machining time increases; consequently, overall machining costs also increase.
One of the common reasons for thin walls is the need to place threads and holes near the edges of components. Therefore, we recommend that you place these structures strategically.
Designing thicker walls will ensure more stable and cost-effective machining. The wall thickness should be a minimum of 1.5 millimeters for plastics and 0.8 millimeters for metal parts.
5. Round Internal Edges with Sufficient Radius
Most CNC cutting tools are cylindrical, making it almost impossible to machine a perfect 90-degree internal corner.
To produce 90-degree corners, the machinist must stop the machine and rotate it before continuing the process. Sometimes, you may need to use electrical discharge machining (EDM) to achieve this.
As you would imagine, the additional steps increase machining time, causing an increase in overall cost. Making some design changes to your part’s internal corners will help you significantly reduce CNC machining costs.
We recommend using round interior edges to save the time it will take to cut or produce sharp edges. This is because the machine can continue running without stopping at any point.
Furthermore, the radius you use for these rounded edges should be at least ⅓ times the cavity’s depth. Smaller corner radii often require tools with smaller diameters.
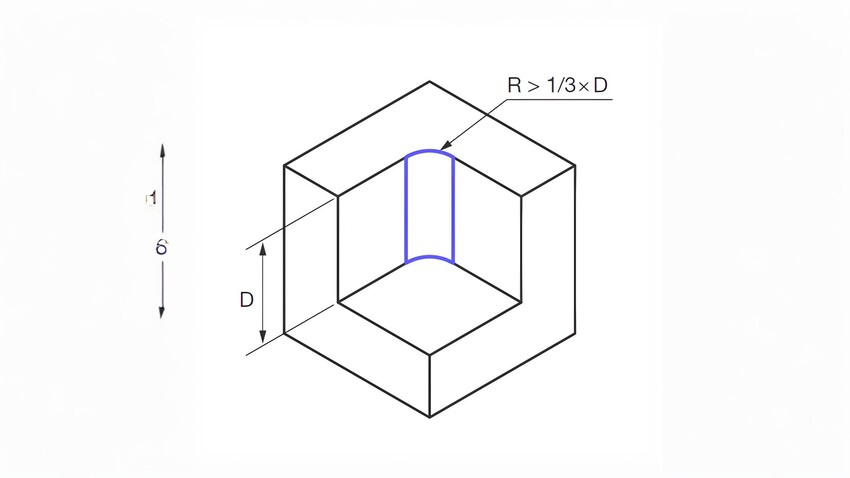
Since small tools remove only small amounts of materials in a single pass, you will need slow-speed multiple passes, increasing CNC machining time and cost.
Therefore, it is better to use sufficient radii at corners to ensure efficient cutting by larger tools.
6. Don’t Design Deep Cavities
Creating deep cavities involves the removal of lots of materials. Therefore, these features are time-consuming. They also require special tooling as they can cause tool deflection, hanging, and breakage.
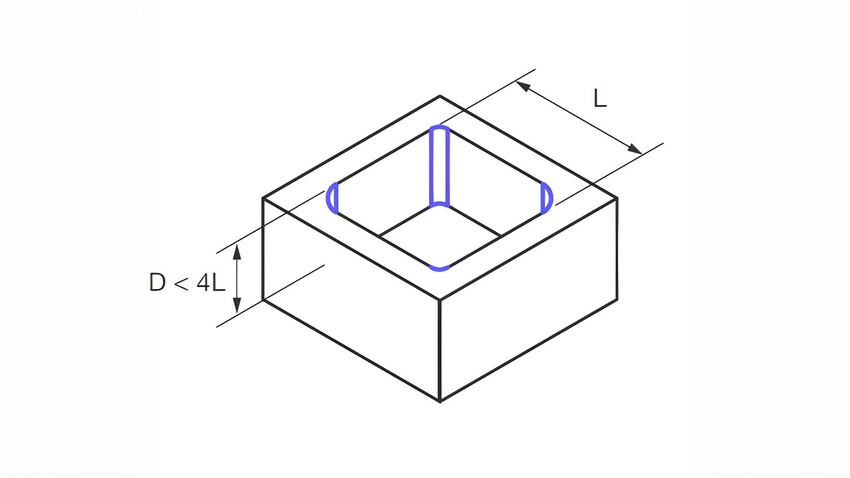
Machining deep cavities correctly will require a progressive step down of the end mill which can be very time-consuming.
Therefore, cavities should have a depth of four times their width to get the best results. For instance, if a cavity is 10 millimeters wide, the depth should not exceed 40 millimeters.
7. Limit the Depth of Threads
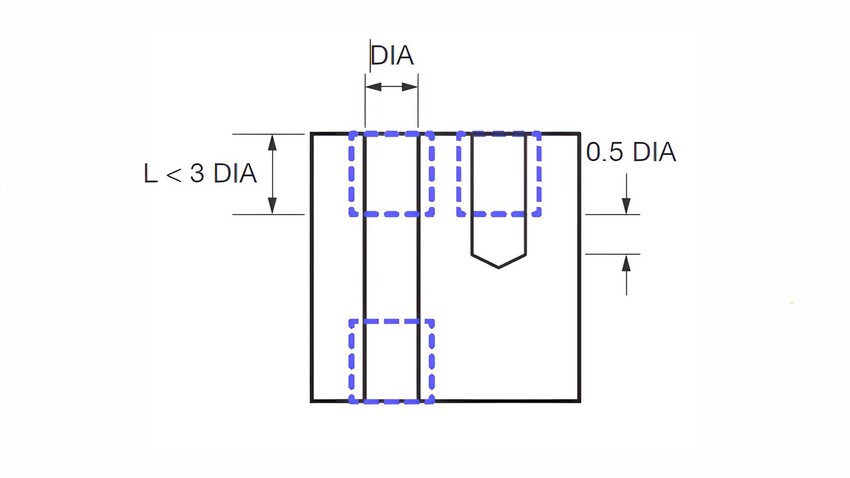
Threads are crucial for reliable connections of parts. The most important thread connections occur with the first few threads. Therefore, using long threads for materials is unnecessary as they require special tools and can take a longer time and more effort.
You should always limit threads’ depth to a maximum of 3 times the diameter of the hole. Whenever you’re designing a thread for a blind hole, it is best to add an unthreaded length of about 0.5 times the hole diameter to the end of that hole.
8. Specify Tolerances Only When Necessary, Avoiding Tight Tolerances
The CNC machining technology is highly precise and can create standard tolerances without driving up costs. Tight tolerances often drive up machining time and cost. They are particularly difficult to achieve on internal surfaces because holes and cavities with tight tolerances may develop burrs.
Removing burrs often requires additional steps that go beyond manual inspection. Since deburring is manual, it can be time-consuming and will require increased labor costs.
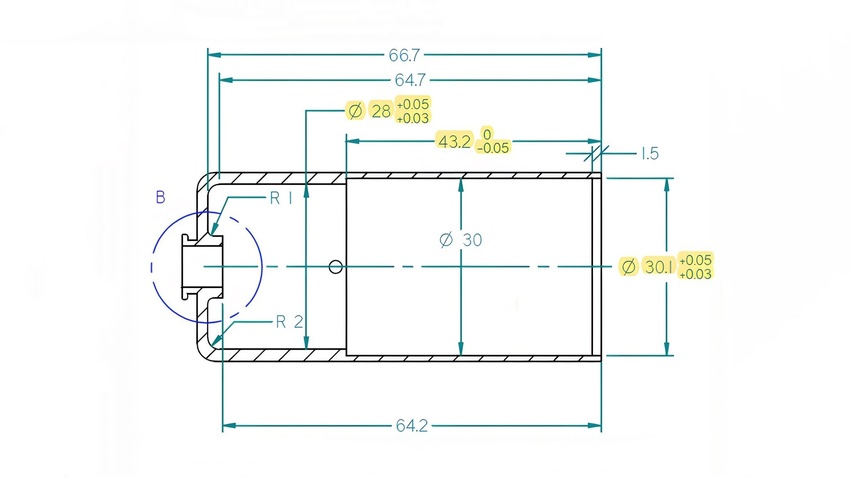
Therefore, you should only specify them when necessary. If you don’t define a specific tight tolerance,
CNC machines can create standard tolerances of ± 0.1 mm. This standard tolerance is ideal for several features, and there will be no need for tight tolerances.
If you have advanced design knowledge, we recommend using GD & T in your designs to define looser tolerances.
Remember that the numbers representing your dimensions are vital because they specify the level of accuracy needed for your component. Thus, the more decimal places, the more intricate the part is, thereby increasing the cost.
So, you should try to remove unnecessary decimal points from the design.
9. Use Standard Hole Sizes
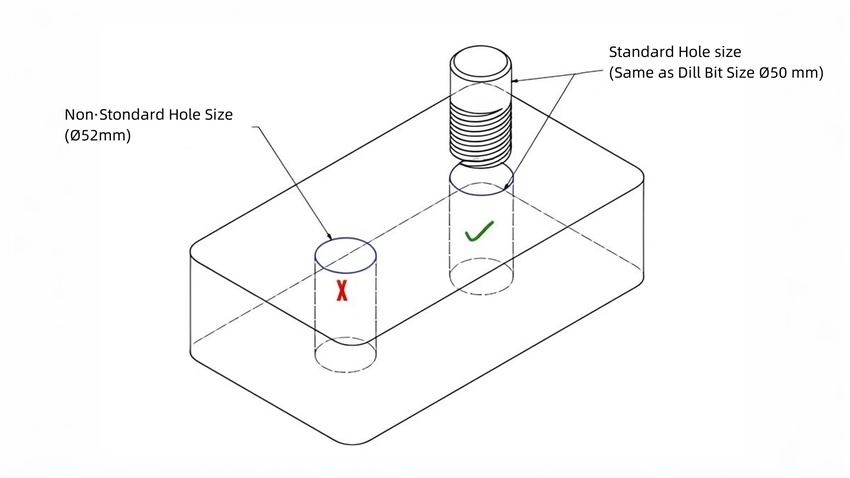
CNC machines can quickly and efficiently create holes using drill bits, especially when you ensure that holes in your component are of standard sizes. Using non-standard-sized holes will require an end mill tool, thereby driving up cost.
Hole depth also plays a crucial role. While it is possible to machine holes with depths 10 times the diameter, it is tough and costlier to create them.
Thus, an increment of 0.1 millimeters is ideal for a hole diameter of 10 millimeters. For hole diameter above 10 millimeters, you should apply an increment of 0.5 millimeters.
10. Don’t Include Lettering in Designs

Including texts and lettering during part machining is unnecessary because it requires extra time and effort while increasing cost. You can paint your desired texts on the finished parts once manufactured.
If you need to include texts for any reason, you should employ laser engraving modules that involve the removal of lesser material.
Conclusion
Ensuring affordable CNC machining costs is crucial to your business’s bottom line. Factors like material, design geometry, finishing operations, etc., affect CNC machining costs. However, you can reduce this cost through adequate material selection, design optimization, and other special considerations.
It may be challenging to analyze and use these factors to your advantage. Therefore, work with an expert CNC machining company like AT Machining. Contact us today, and let’s discuss your CNC machining project!
