 跳到内容
跳到内容 
What is Aluminum Anodizing?
Aluminum anodizing is a prevalent technique amplifying the metal’s durability and aesthetic allure by leveraging electrolytic passivation. This process thickens the natural oxide layer on aluminum parts, significantly boosting the material’s abrasion and corrosion resistance.
The anodizing method also enables color incorporation into the aluminum, outperforming conventional paints or coatings, which may chip or peel. Consequently, anodized aluminum provides a robust, visually striking surface with superior resistance to wear and corrosion.
Aluminum Anodizing Process Step-by-Step
Cleaning the Aluminum Part
The first step in the process involves thoroughly cleaning the aluminum part. This could involve ultrasonic cleaning, acid cleaning, or abrasive cleaning to ensure that the surface of the aluminum is free from all contaminants, such as dirt, grease, and surface impurities. It’s crucial to remove these as any leftover residue could affect the quality of the anodize process.
Pre-Treatment
The next step is pre-treatment, which prepares the aluminum surface for anodizing. This may include processes such as etching, which uses a chemical acid to roughen the surface slightly, or bright dipping, which uses phosphoric and nitric acid to give the part a glossy, polished look. The method chosen depends on the desired final appearance of the part.
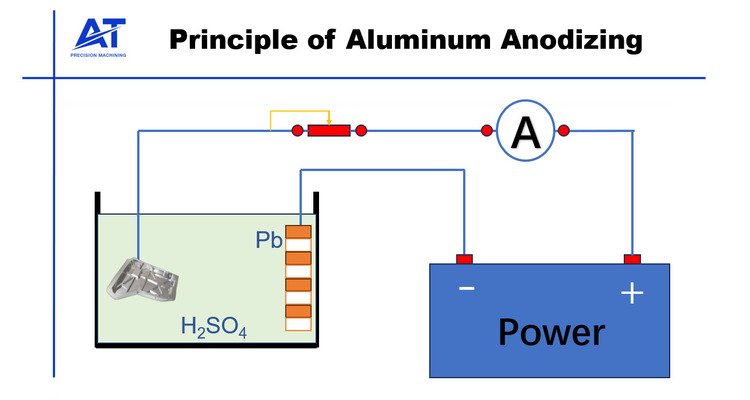
Anodizing
Once the aluminum part is cleaned and pre-treated, it’s time for the main event: anodizing. The part is submerged in an electrolytic solution, most commonly sulfuric acid. An electrical current is then passed through the solution, with the aluminum part acting as the anode (hence the term ‘anodizing’). This current causes the aluminum to oxidize, creating a layer of aluminum oxide on the part’s surface. The thickness of the oxide layer can be adjusted by controlling the duration of the electrical current.
Coloring (Optional)
If a colored finish is desired, the part is then immersed in a bath containing organic dyes or metallic salts after anodizing. The porous nature of the anodized layer allows the dye to penetrate the surface, infusing the part with color. The specific color achieved can be controlled by the type of dye used and the length of time the part is submerged.
Sealing
The final step in the process is sealing, which closes off the pores in the anodized layer to prevent further chemical reactions and lock in any color. This is typically done by immersing the part in a bath of boiling deionized water or a sealant solution. Once sealed, the anodized layer is stable and the part is resistant to wear and corrosion.
The finished product is a piece of aluminum that is not only more resistant to wear and corrosion but also (if desired) beautifully colored. This makes anodized aluminum ideal for various applications, from industrial parts to consumer goods.
Different Types of Anodizing Aluminum Process
There are three main types of aluminum anodizing: Type I (chromic acid anodizing), Type II (sulfuric acid anodizing), and Type III (hard anodizing).
Type I Anodizing (Chromic Acid Anodizing)
Type I, or chromic acid anodizing, uses a chromic acid-based electrolyte in the anodizing bath. This process generally results in an aluminum oxide layer of about 0.5 to 20 micrometers thick, making it the thinnest of the three types. Because of this thinner layer, the dimensional change to the aluminum part is minimal, often only a few micrometers, which makes it ideal for precision components. Despite the thinner layer, Type I anodizing still significantly increases corrosion resistance compared to bare aluminum.
Type II Anodizing (Sulfuric Acid Anodizing)
Type II anodizing, or conventional or sulfuric acid anodizing, produces a thicker and more durable oxide layer. This typically ranges from 1.8 to 25 micrometers thick, offering more protection against wear and corrosion than Type I. The increased thickness and porosity of the oxide layer allow for effective absorption of color dyes, enhancing the aesthetic appeal of the aluminum part. It’s worth noting that the added thickness from the process may slightly alter the part’s dimensions, though this is often negligible for many applications.
Type III Anodizing (Hard Anodizing)
Type III, or hard anodizing, involves a more concentrated sulfuric acid solution and cooler bath temperatures. This results in a substantially thicker oxide layer, typically 13 to 150 micrometers. This significantly increases the surface hardness of the aluminum, often reaching the hardness of tool steel. As a result, Type III anodizing offers superior protection against wear, making it a top choice for parts used in high-stress or harsh environments. As you might expect, the dimensional change from this process is the greatest of the three types due to the significant increase in surface layer thickness. But for applications where extreme durability is needed, this is often a tiny trade-off.
Which Type Of Anodizing Is The Best For You?

If your aluminum part is destined for a high-wear environment or will be exposed to harsh conditions, you’ll likely want to opt for Type III or hard anodizing. This process creates a much thicker, denser oxide layer that will withstand significant abuse and protect the aluminum underneath from corrosion or wear. This makes it an excellent choice for aerospace, military, or industrial machinery components.
On the other hand, if your part needs to maintain tight dimensional tolerances or will undergo further processing like adhesive bonding or painting, Type I chromic acid anodizing may be the best choice. This process results in a thinner oxide layer, minimizing dimensional changes, and provides an excellent surface for further coatings.
Type II sulfuric acid anodizing is a good all-rounder, balancing increased surface hardness and aesthetic flexibility. Compared to Type I, its thicker, more porous layer allows color dyes to be absorbed effectively. Therefore, if your project calls for vibrant, customizable colors and a balance of durability, Type II could be the ideal fit.
Remember, your project’s specific demands and requirements should dictate your decision.
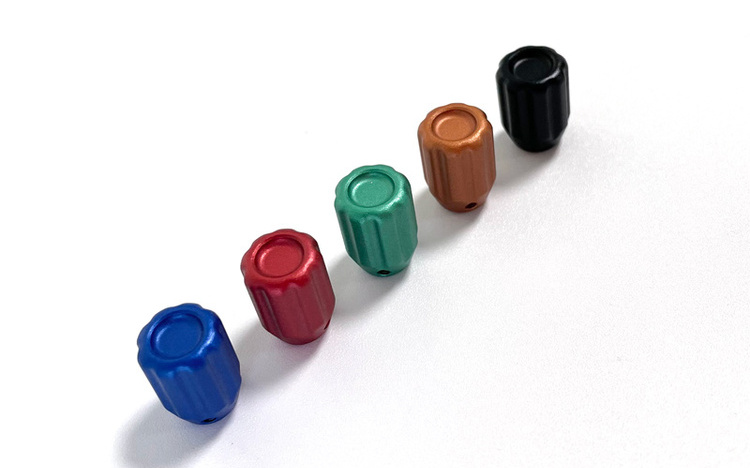
What Are the Color Options for Anodized Aluminum?
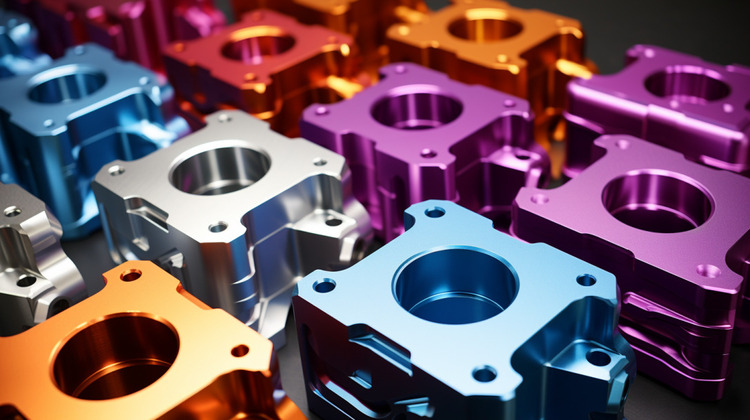
One of the unique and appealing aspects of aluminum anodizing is the wide variety of color options available. Anodizing opens up the aluminum’s pores, which allows it to absorb color dyes effectively. The result is a vibrant, durable color that won’t chip or peel like a paint can.
The range of colors is practically limitless, and the precise shade can be controlled through the type of dye used, the concentration, and the length of time the part is immersed in the dye. Here are some of the most common options:
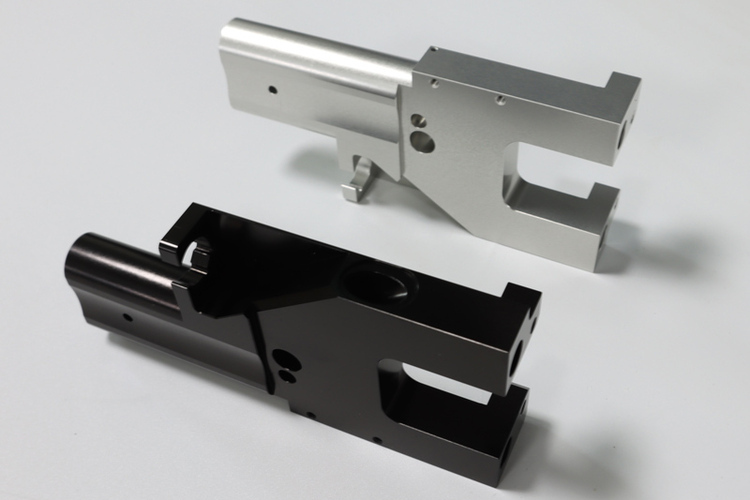
Clear/ Silver:
No dye is used in this process, and the resulting aluminum retains its natural metallic silver color. This is a popular choice for products where a sleek, modern aesthetic is desired.
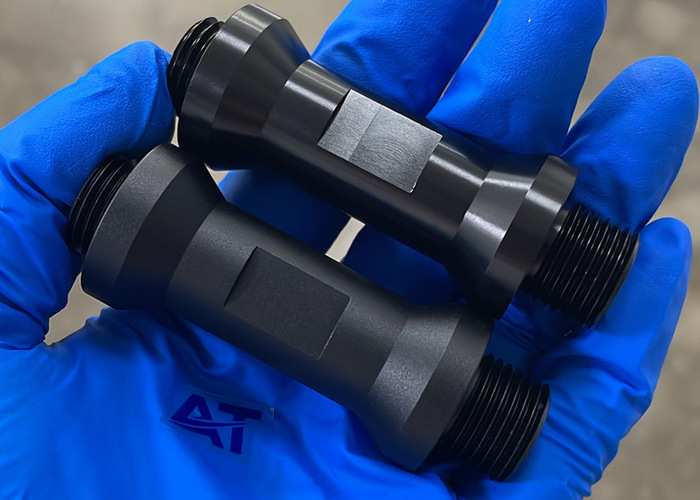
Black:
Black is one of the most frequently seen colors for anodized aluminum alloys, largely due to its versatility. Black anodized aluminum offers a sophisticated and sleek look that suits many applications.
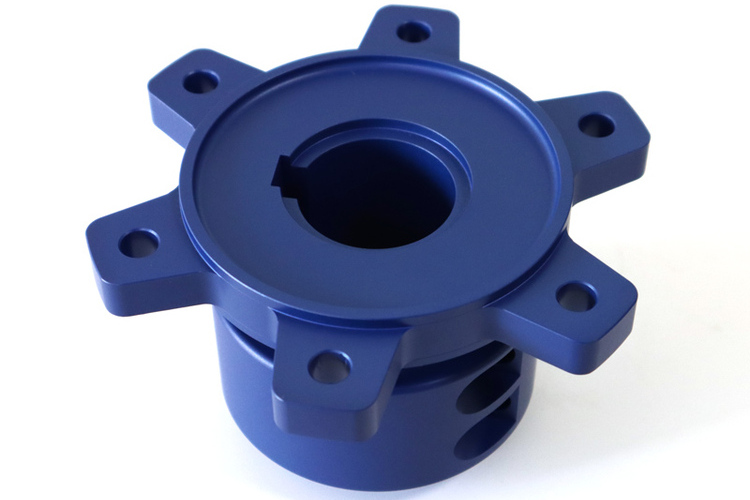
Gold, Blue, Red, Green and More:
With the correct dyes, virtually any color can be achieved. Vibrant blues, greens, reds, and gold are all possible, allowing you to customize your aluminum parts to suit your specific aesthetic preferences.
It’s important to note that while color anodizing adds to aluminum’s aesthetic appeal, it does not significantly impact the improved corrosion and wear resistance the anodize process offers. Whether clear, black, or neon green, your anodized aluminum will be robust and durable.
Advantages Of Anodized Aluminum
Anodizing aluminum has many benefits, making it a go-to process for many industries. Here are some key advantages:
Enhanced Durability and Longevity:
Anodizing creates a hard, protective aluminum oxide layer on the aluminum surface. This layer is much harder and more durable than raw aluminum, helping the part resist scratches and other forms of wear. The anodized layer also provides excellent protection against corrosion, significantly extending the part’s lifespan.
Aesthetic Flexibility:
Anodized aluminum can be dyed in various colors, making it a versatile option for design applications. From vibrant blues and reds to subtle blacks or silvers, you can select the perfect hue to suit your needs. The color won’t chip or peel as it’s part of the material itself.
Thermal Insulation:
The anodized oxide layer provides increased thermal insulation compared to raw aluminum. This can be beneficial in applications where parts need to resist heat, such as in engine components or cookware.
Electrical Insulation:
The anodizing process also provides effective electrical insulation, which can be helpful in many applications, particularly in the electronics industry.
Environmentally Friendly:
Unlike other surface treatments, anodizing doesn’t produce harmful volatile organic compounds (VOCs). The process uses water-based chemicals and produces no hazardous waste, making it an environmentally friendly choice.
What Are the Limitations of Aluminum Anodizing?
While anodizing offers many advantages, like any process, it does come with certain limitations. Here are some to keep in mind:
Limited to Aluminum and Aluminum Alloys:
The anodizing process as described, is specifically designed for aluminum and its alloys. Other metals require different processes to achieve a similar result. You might need to explore other surface treatment methods if your project involves different materials.
Variations in Aluminum Alloy Can Affect Color:
Different alloys can react differently to the anodizing process and produce slightly different colors when dyed. Even within the same alloy, inconsistencies can cause variations in shade. Therefore, achieving a perfectly uniform color across all parts can sometimes be challenging, especially between batches.
Dimensional Changes:
The anodizing process adds a layer of oxide to the aluminum, which can alter the part’s dimensions. This is typically a negligible increase, but it could be a consideration for applications requiring exact dimensions.
Hard Anodizing Can Affect Surface Finish:
Type III or hard anodizing can cause a slight change to the surface texture of the aluminum, making it slightly more rough. While this isn’t a problem for many applications, if a perfectly smooth finish is required, this could be a limitation.
Anodized Oxide Layer Can Be Damaged:
The anodized oxide layer offers excellent hardness and durability but isn’t invincible. Intense impacts or abrasions could potentially compromise this layer, subsequently exposing the underlying aluminum to potential corrosion. Consequently, it’s critical to exercise caution while handling and installing anodized parts to maintain the corrosion resistance attribute of the anodized surface. This way, the integrity of the protective layer remains intact, ensuring long-lasting performance and durability.
Not Suitable for Large Parts:
The size of the part that can be anodized is limited by the size of the anodizing bath. This means that very large parts may not be suitable for anodizing or require specialized equipment.
Design Tips And Considerations For Anodizing Aluminum
When designing parts that will undergo anodizing, there are a few key factors to consider. Here are some helpful tips and considerations:
Consider the Alloy:
Different aluminum alloys can yield slightly different results when anodized. Some alloys, like 6061 and 7075, anodize well and offer a good combination of strength, corrosion resistance, and machinability. Keep the alloy in mind when designing parts for anodizing, as it could affect the final appearance and performance of the part.
Concern tolerance
Anodizing adds a thin layer of aluminum oxide to the aluminum surface, which can slightly change its dimensions. For parts requiring tight tolerances, account for this dimensional change in your design.
Avoid Sharp Edges:
Sharp edges and corners can lead to uneven anodizing, as the electrical current used in the process tends to concentrate in these areas. This can result in thicker oxide layers at these points. Try incorporating rounded edges and corners into your design for a uniform finish.
Consider the Anodizing Type:
As discussed, different types of anodizing processes produce different results. Type III or hard anodizing results in a thicker layer, which can alter the part’s surface finish and dimensions more than Type I or II. Decide on the type of anodizing that will be used early in the design process, as it can impact several aspects of your part’s design.
Consider Final Appearance:
If you plan to dye your anodized part, remember that the final color can vary slightly based on the specific aluminum alloy used and the anodizing process. To ensure you’re happy with the final appearance, conducting a small test run may be helpful before committing to the full batch.
Applications for Anodizing Aluminum

Anodized aluminum finds usage in a broad spectrum of applications due to its superior properties. Here are some of the most common applications, along with specific examples:
Aerospace and Automotive Industry:
Anodized aluminum’s superior strength and lightweight characteristics make it perfect for the aerospace and automotive industries. For example, anodized aluminum is often used in constructing aircraft frames and automotive parts, such as engine components, due to its resistance to corrosion and high temperatures.
Electronics:
Anodized aluminum is widely used in electronics due to its electrical insulation properties. For example, it manufactures MP3 players, cell phones, laptops, and other electronic devices. Apple uses anodized aluminum in its MacBook Pro and iPhone models for durability and a high-quality finish.
Architectural Structures and Building Materials:
The resistance to weathering and corrosion makes anodized aluminum an excellent choice for architectural applications. Examples include window frames, roofs, and façade cladding on buildings. The Golden Gate Bridge, for instance, uses anodized aluminum in its construction due to its resistance to the corrosive effects of salty sea air.
Medical Devices:
In the medical field, anodized aluminum creates various devices like surgical instruments, optical equipment, and orthopedic implants. Its corrosion-resistant and non-toxic properties make it safe for contact with the human body.
Sporting Goods:
Sporting goods such as baseball bats, golf carts, and bicycle components often use anodized aluminum. This is because it’s lightweight, corrosion-resistant, and can be colored for aesthetics.
Conclusion
To conclude, anodizing is a versatile process that brings out the best in aluminum. Individuals and businesses can make better product design and manufacturing decisions by understanding the process, types, advantages, and limitations of aluminum anodizing. Whether it’s enhancing the aesthetic appeal of a part or improving its resilience, anodizing is a powerful tool in the manufacturing world.

AT-Machining, a premier CNC machining supplier, expertly handles 3 to 5-axis CNC milling, turning, and Swiss lathe machining. We proudly offer exceptional precision, with tolerances reaching +/- 0.0002 in. Our prowess shines in surface treatments, particularly aluminum anodizing, yielding robust, aesthetically pleasing results. As a global partner to automotive and military industries, we masterfully machine various materials while offering an extensive suite of secondary services. We’re your one-stop solution for precision CNC machining needs.
FAQs About Aluminum Anodizing
Are Aluminum and Titanium Anodes the Same Principle?
While both aluminum and titanium can be anodized, the principles are not identical due to the different chemical properties of the two metals. The anodizing process involves the formation of an oxide layer, but the resulting layers have different properties. For example, anodized titanium is often used for coloration purposes in jewelry and art, with color achieved through varying voltage, not dyes like in aluminum anodizing.
Can You DIY Aluminum Anodizing?
Yes, it is technically possible to do DIY aluminum anodizing, although it’s not typically recommended for amateurs due to the use of hazardous chemicals (like sulfuric acid) and the need for precise control over the process. Safety equipment and proper waste disposal methods are necessary, and the process requires a good understanding of the science involved. Professional services are often used for a more reliable and safe result.
Can All Aluminum Be Anodized?
Not all types of aluminum alloy are equally suitable for anodizing. Some series, like the 5xxx, 2xxx, and 7xxx series, can be challenging to anodize due to their specific alloying elements. The most commonly anodized series are the 6xxx and 5xxx series. However, most pure aluminum and its alloys can be anodized to some extent.
What Is Uv Resistant Aluminum Anodizing?
UV-resistant aluminum anodizing is a process that enhances aluminum’s resistance to ultraviolet light. This involves creating a thick, porous aluminum oxide layer through electrolytic passivation. These pores are then filled with UV-resistant substances. The process concludes with a ‘sealing’ stage, which closes these pores, locking in the UV-resistant material. The result is a durable, visually appealing, UV-resistant aluminum surface, ideal for applications with significant UV exposure.
Why Do We Recommend Bead Blasting Before Anodizing for Exterior Parts?
Sandblasting before anodizing exterior parts can significantly enhance their aesthetic and functional performance. Firstly, sandblasting promotes a uniform, matte appearance, which often aligns with the visual requirements of exterior applications. Secondly, it prepares a clean, contaminant-free surface, ensuring superior anodic layer adhesion.
This results in a more durable, long-lasting finish, crucial for parts exposed to harsh outdoor elements. Finally, the micro-roughness induced by sandblasting diffuses reflected light, reducing glare—a desirable characteristic for many exterior applications. Thus, pre-anodizing sandblasting can improve exterior parts’ visual and functional longevity.
