 Skip to content
Skip to content 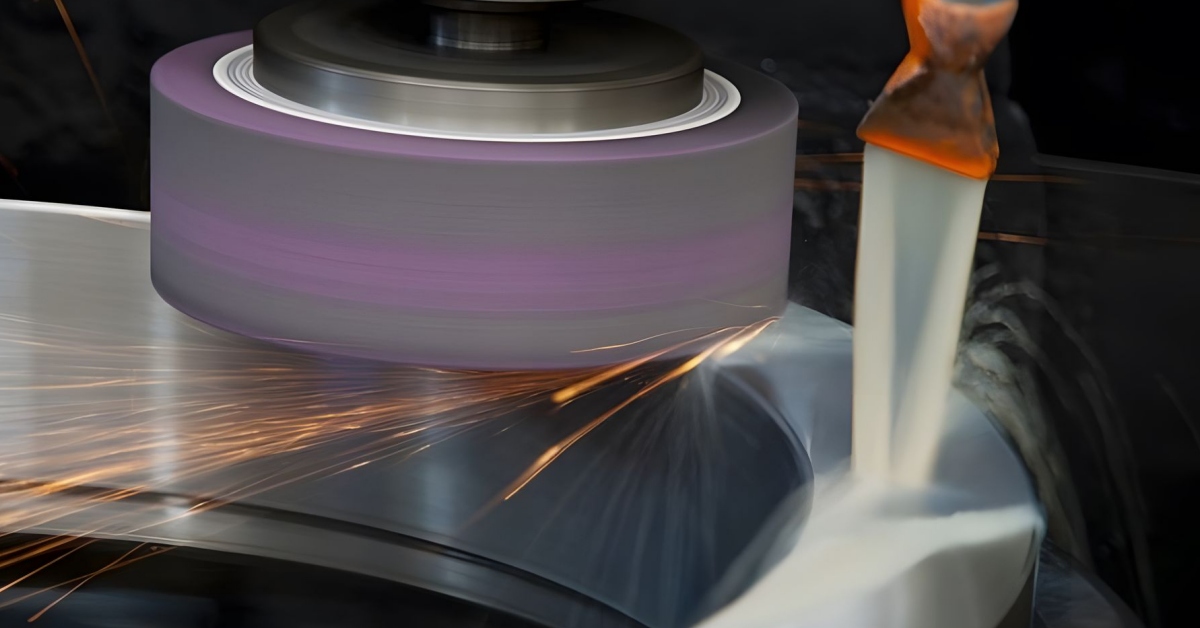
Overview of Grind Machining
Grind machining is an intricate manufacturing process that uses a standard disk-shaped wheel to remove material from a blank in a controlled manner. Specialists across industries embrace ultra-precision grinding techniques to achieve very fine finishes and highly accurate dimensions on metal substrates. Grinding is compatible with flat, cylindrical, or conical surfaces.
The high-precision grinding process involves using a rotating grinding wheel consisting of abrasive particles that serve as a miniature cutting tool. The grinding wheel passes over the surface of the workpiece, removing a thin material layer to achieve the desired geometry. As a true metal cutting process, grind machining handles extremely hard materials effectively, whereas other cutting methods fail to provide the desired results.
How Does the Grinding Process Occur?

Grinding uses a rotating abrasive wheel to cut material from a workpiece surface. The abrasive particles are microscopic, single-point cutting edges that shear material to achieve the desired form and finish. Grind machining is indispensable in precision engineering because it produces highly accurate dimensions and fine finishes.
Here is a stepwise guide to the grind machining process:
- Grinding Wheel Selection: The choice of an abrasive wheel is a critical step in grinding and hinges on the workpiece material, the type of grinding process, and the desired finish.
- Machine Setup: You must adjust the grinding machine to align the wheel speed and feed rate to match the grinding operation.
- Mounting the Workpiece: Secure the workpiece firmly onto the CNC machine grinder, ensuring it is well-aligned with the grinding wheel.
- Grinding: The grinding wheel engages the workpiece to gradually remove material in a controlled manner to achieve the desired form and fine finish.
- Coolant Application: Applying coolants in the right amount during grinding operations helps to reduce heat buildup effectively. Hence, it mitigates thermal damage and prevents the heat from affecting the workpiece integrity.
- Finishing: After grinding the workpiece, you must inspect the final product to ensure it has accurate dimensions and smooth surface finishes. Then, you can put it through further secondary operations if necessary.
Different Types of Grinding
The grinding technology is not a one-size-fits-all operation, as there are different types of grinding, each with unique characteristics and applications. Choosing the proper grinding process hinges on factors like the workpiece’s material, size, and shape.
Centerless Grinding

It is a unique grinding technique where a work blade supports the workpiece, holding it in place and rotated by a regulating wheel. Centerless grinding is suitable for handling high-volume production of cylindrical components.
Centerless grinders operate at speeds of 4,500 to 6,000 fpm and can grind the surface of cylindrical parts without centers or fixtures. Depending on the workpiece material and grinding wheel, these grinders can remove materials at about 1 cubic inch per second. They provide consistent and precise parts with minimal operator intervention.
Creep-Feed Grinding
The creep feed grinding process differs from conventional grinding. It is similar to planning or milling because it employs a slow rate and grinding wheel that cuts deep into the workpiece in a single pass. It occurs at slower speeds of about 20 fpm and a significantly slower removal rate of 1 cubic inch per 25 to 30 seconds.
This grinding method is suitable for shaping high-strength materials such as aerospace alloys, and it can produce complex forms in one pass, streamlining the production time.
Cylindrical Grinding
As the name implies, it is ideal for tight tolerance grinding of cylindrical surfaces. The workpiece rotates synchronously with the grinding wheel, ensuring a high-precision finish in cylindrical components.
Generally, cylindrical grinding machines have running speeds between 5,000 and 6,500 fpm. It produces a smooth surface finish on cylindrical components such as metal rods and shafts.
Form Grinding
The form grinding process uses formed grinding wheels to produce components with complex shapes, such as gear hobs and turbine blades. It is ideal for low-volume custom parts production requiring a specific contour or profile. Form grinding machines operate at speeds ranging from 3,500 to 4,500 fpm and remove 1 cubic inch of material per 30 to 40 seconds.
Internal Grinding
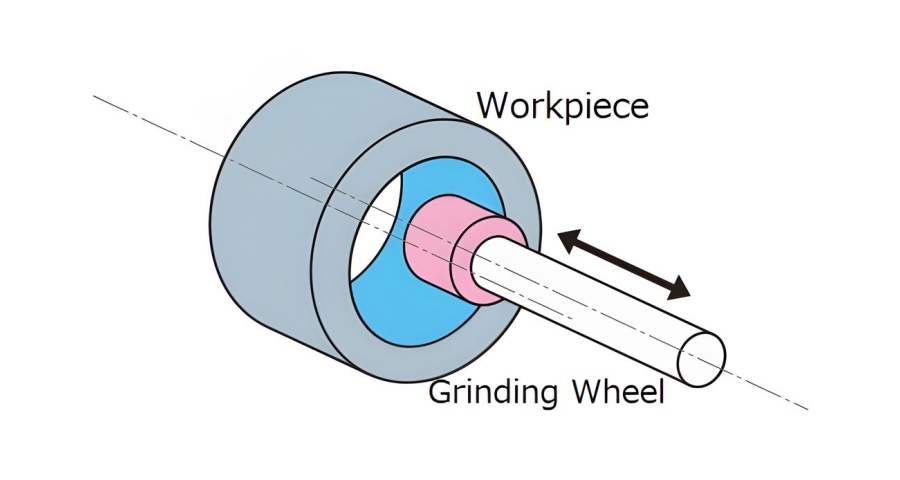
This type of grinding often involves using small wheels operating at high speed to grind internal bores and cylinders. The grinding wheel rotates from 6,500 to 9,500 fpm (33 to 48 m/s) and removes 0.5 to 1 cubic inch of material per second as it grinds the interior of conical or cylindrical surfaces. Internal grinding is ideal for making precision internal geometries in metal components and finishing the internal holes or tubes in complex components.
Surface Grinding
Surface grinding involves using an abrasive wheel that engages the flat surface of a workpiece to create a smooth finish. It is often performed on a surface grinder holding the workpiece to a worktable moving horizontally below the rotating grinding wheel.
Depending on the abrasive material and workpiece’s hardness, surface grinders operate at speeds between 5,500 to 6,500 fpm and remove material at 1 cubic inch per second. Machinists often prefer this process to other grinding processes to achieve precise flatness and an excellent finish on flat surfaces. It is also suitable for sharpening CNC tools like end mills and drills.
Tool and Cutter Grinding
Tool and cutter grind machining is suitable for sharpening and creating cutting tools like drills, end mills, etc. It is an intricate process that requires high accuracy and precision. The grinding machines used for this process operate from 4,000 to 6,000 fpm.
Tool and cutter grinding is ideal for sharpening and reconditioning different cutting tools. Also, it is suitable for producing custom tools for specific machining operations.
Jig Grinding
Jig grinding is often used to produce and finish precision molds, dies, and fixture components. It is known for its ability to machine complex shapes and holes to a high degree of accuracy and finish. Jig grinders operate at high speeds between 45,000 to 60,000 rpm. Jig grinders can make precise holes and contours in hardened materials such as steel, super alloys, or tungsten carbide.
Gear Grinding
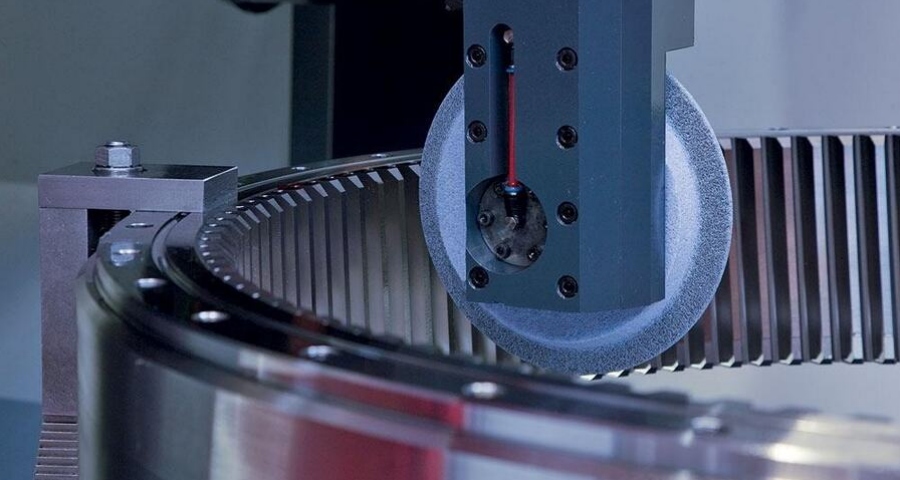
This process is ideal for finishing gears with high precision and surface quality. Experts often utilize gear grinding to produce high precision and surface quality. Machines used for this process have running speeds that range from 3,500 to 4,500 fpm. It provides desired results in high-precision and efficiency gear manufacturing in the automotive and aerospace industries.
Thread Grinding
The thread-grinding process creates threads on nuts, screws, and other fasteners. It is renowned for its ability to make precise and uniform threads in components. This process occurs at speeds ranging from 1,500 to 2,500 fpm. Specialists employ thread grinding in applications requiring tight tolerances and smooth thread finishes.
Camshaft and Crankshaft Grinding
This is a specialized type of grinding that is precisely for automotive applications. Camshaft and crankshaft grinding involves grinding high-performance engine components where precision is crucial. This includes grinding the camshafts’ lobes and main journals to precise dimensions and surface finishes. The speed for this form of grinding ranges from 2,000 to 2,500 fpm and removes 1 cubic inch of material per 30 to 40 seconds.
Benefits of Grind machining

Grinding operations offer enormous benefits over traditional grinding methods. Here are some of these advantages:
- Complex Shape Fabrication: Grind machining can produce intricate shapes and features like grooves, slots, and profiles.
- High Precision and Accuracy: High precision grinding machines can achieve tight tolerance of up to ± 0.001mm and excellent surface finish of about Ra < 0.1 µm.
- Improved Consistency and Reproducibility: Precision grinding provides uniform parts with consistent dimensions, which is critical for large-scale production.
- Reduced Head Generation: Grinding operations with proper lubrication ensures smooth material removal without excessive heat buildup, preventing workpiece distortion and micro-cracks.
- Compatible with Very Hard Materials: CNC grinding machines can process very hard materials, including ceramics, hardened steel, and superalloys, creating intricate shapes and finishes.
- Superior Surface Finish: Various grinding techniques produce very fine finishes required in applications such as aerospace, medical components, and optical lenses where surface roughness is critical.
Standard Machine and Equipment Used in Grinding
A grinding machine is engineered for metalworking and operates on subtractive manufacturing principles. It has a rigid frame that provides support for a rotating grinding wheel and a workpiece secured on a table or fixture. The wheel head houses the grinding wheel and other mechanisms that dictate its movement. A grinding machine uses a motor to power the grinding wheel, rotating it at the required speed.
A grinder’s sophistication ranges from simple hand-operated types to specialized grinding machines. Essential equipment for the grind machining method include:
- Grinding Machines: Machinists choose a grinding machine depending on the grinding task. These include cylindrical grinders, centerless grinders, and surface grinders.
- Abrasive Wheels: These are made with abrasive particles and chosen based on the ground material and the preferred finish.
- Coolants: These cutting fluids help to reduce heat generation during the grinding operation, safeguarding the workpiece from thermal damage.
- Dressers: They are used to dress (reshape) the grinding wheel to maintain its effectiveness throughout the grinding process.
- Workholding Devices: These devices hold the workpiece in place firmly during grinding.
- Safety Equipment: These include gloves, guards, and glasses to ensure the safety of the machinist during grinding tasks.
Standard Technical Specifications in Grinding
Various technical specifications govern the grinding process, guaranteeing the desired precision, efficiency, and finish. It is crucial to understand these specifications to optimize each grinding operation:
Grinding Wheel
The choice of a grinding wheel impacts the grinding operation’s efficiency, precision, and surface finish. Various grinding wheels used for grinding include:
- Aluminum Oxide Wheels: These are often used for grinding steel and metal alloys because of their balanced toughness and cutting ability.
- Ceramic Aluminum Oxide Wheels: They are suitable for precision grinding various alloys and high-strength steel.
- Cubic Boron Nitride (CBN) Wheels: These are ideal for grinding tool steels, high-speed steel, and certain alloy steels.
- Diamond Wheels: These are the perfect grinding wheels for handling hard materials like carbide, glass, and ceramics.
- Silicon Carbide Wheels: These grinding wheels are ideal for finishing materials like cast iron, non-metallic materials, and non-ferrous metals.
Workpiece Speed
The speed at which the workpiece moves relative to the grinding wheel influences the quality of the grind machining process. Proper synchronization of the wheel and workpiece speeds is crucial to achieve the preferred surface finish and accuracy.
Feed Rate
This refers to the speed at which the workpiece is fed to the grinding wheel. However, a higher feed rate can affect precision and surface finish even though it encourages increased throughput.
Wheel Speed
The grinding wheel’s speed is an essential determinant of the grinding process. Although higher speeds can increase the material removal rate, it may result in higher temperatures and potential thermal damage to the workpiece’s surface.
Coolant Application
Coolants are crucial in grind machining to reduce heat generation, lubricate the grinding interface, remove grinding dust or swarf, and minimize thermal damage.
Dressing and Truing of Grinding Wheels
These processes are vital to restoring the grinding wheel’s shape and cutting ability. Grinding wheel dressing and truing are critical processes machinists employ to maintain grinding accuracy and extend the service life of the wheel.
Grinding Pressure
The degree of pressure applied during a grinding operation influences the material removal rate, potential thermal damage, and wheel wear. Experts recommend optimizing grinding pressure to achieve efficient and accurate grinding.
Machine Rigidity
The grinding machine’s rigidity affects its ability to avoid deflection under load. The higher rigidity of the grinding machine allows for better precision and surface finish.
Conclusion

Grinding is a versatile abrasive machining process compatible with various machining materials. It is standard approach in different industries, with high-quality surface finishes and detailed tolerance requirements.
AT-Machining is a top CNC machine shop with modern machining technologies and equipment to handle your grinding tasks, including high-efficiency deep grinding. Our professionals possess years of experience and skill sets to accommodate your design specifications. Submit your CAD file today to get a detailed quote!
